Arbeitsplanung mit technologischen Informationen und weiteren G-Funktionen
Wie in der Zusammenfassung im letzten Kapitel besprochen, haben wir bis jetzt die wichtigsten, aber bei weitem noch nicht alle G-Funktionen kennen gelernt. Weitere G-Funktionen bzw. Wegbedingungen sowie die wichtigen technologischen Informationen (Zusatzfunktionen bzw. M-Funktionen) werden noch hinzukommen. Diese werden wir aber im Rahmen des Programmaufbaus beim Drehen und Fräsen besprechen. Wir werden uns ab diesem Zeitpunkt, wundern Sie sich nicht, von der DIN-Programmierung Stück für Stück trennen und bereits auf die Siemens 840D Steuerung eingehen. Diese Steuerung ist eine auf dem Weltmarkt etablierte CNC- Steuerung. Am Ende dieses Kapitels werden wir ein komplettes CNC-Programm für ein einfaches Drehteil erarbeitet haben, das auch später auf dem Simulationsprogramm für die Siemens 840D Steuerung simuliert werden wird. Für das Fräsen werden wir dies zu einem späteren Zeitpunkt genauso intensiv durcharbeiten. Sie merken, wir kommen unserem ersten kompletten CNC-Programm immer näher.
Ich wünsche Ihnen viel Spaß beim Bearbeiten dieses Kapitels.
Lernziele
Nach dem Durcharbeiten des Kapitels wissen Sie
- was sich hinter den technologischen Informationen verbirgt,
- wie beim Drehen ein CNC-Programm aufgebaut ist,
- wie beim Fräsen ein CNC-Programm aufgebaut ist.
Arbeitsplanung Drehen
Legen wir nun mit der Arbeitsplanung für Drehteile los. Der Arbeitsplanung kommt ein sehr hoher Stellenwert in der CNC-Technik zu. Je genauer und effektiver ich geplant habe, desto besser kann ich das Projekt umsetzen. An erster Stelle steht die Analyse der technischen Zeichnung. Wir sollten uns von folgenden Punkten leiten lassen:
- die Spannung des Werkstückes
- die Auswahl der Werkzeuge
- die Planung der Arbeitsschritte
- die Bestimmung der Schnittdaten
- das Erstellen des Programms
- die grafische Simulation
- die Optimierung des Programms
Um diese Punkte berücksichtigen zu können, müssen wir natürlich auch eine technische Zeichnung des zu fertigenden Werkstückes vorliegen haben. Wir bearbeiten das Beispiel im Folgenden:

Übung
Übung 7:
Werkstück spannen
Das Werkstück wird in einem hydraulisch betätigten Dreibackenfutter gespannt. Wir nehmen an, dass die linke Seite des Bolzens schon fertig bearbeitet ist. Rechts sehen wir ein Aufmaß zum Plandrehen von 1 mm vor. Der Durchmesser des Rohteiles ist 60 mm. Da die Längenangabe des anzudrehenden Zapfens von der rechten Planfläche ausgeht, ist diese Fläche auch die Lage des Werkstücknullpunktes.

Abb. 4.1: Drehteil
Somit ergibt sich folgende Spannsituation:

Abb. 4.2: Spannsituation
Auswahl der Werkzeuge
Das Teil soll in einer Losgröße von 50 Stück gefertigt werden. Dementsprechend muss nun die Auswahl der Werkzeuge erfolgen. Dazu noch ein kurzer Blick in die Fachkunde des Drehens.
Drehverfahren
Zu den gängigen Drehverfahren auf CNC-Maschinen gehören das Längsdrehen, Plandrehen, Gewindedrehen und Stechdrehen. Wir gehen beim Programmieren immer davon aus, dass sich das Werkzeug hinter der Drehmitte befindet. Betrachten wir die notwendige Zerspanung an unserem Übungsteil:
Es ist ein Wellendurchmesser von 36 mm anzudrehen auf einer Länge von 30 mm. Dessen Oberfläche muss einen Mittenrauhwert von 3,2 µ aufweisen. Der Mittenrauhwert wird durch folgendes Symbol in der technischen Zeichnung angegeben:
Dazu werden wir diesen Durchmesser vordrehen (schruppen) mit einem entsprechenden Aufmaß. Dieses Aufmaß beträgt bei allen Längen, also der Z-Achse 0,5 mm und bei allen Durchmessern, also bei der X-Achse, 1 mm.
- Die Länge des Teiles mit 60 mm erfordert einen Planschnitt mit 1 mm Span.
- Für die Fertigbearbeitung (schlichten) sehen wir ein eigenes Werkzeug vor.
Somit benötigen wir bei unserer Übung das Längs- und das Plandrehen. Wir verwenden folgende Werkzeuge. Da wir uns noch nicht mit dem Werkzeugspeicher unserer Steuerung auseinandergesetzt haben, gebe ich Ihnen für diese Übung die Werkzeuge und die entsprechenden Werkzeugnamen vor:

Abb. 4.3: Wendeschneidplatte 80°
80° (Grundform C) – Platte A (Freiwinkel 3°) Drehwerkzeug Außen Links – Schruppdrehwerkzeug – T = „A_SCHRUPP_80_0.8“, Schneidenlage 3 HM-beschichtet
Zum besseren Vorstellungsvermögen zeige ich Ihnen hier schematisch die Wendeschneidplatte:
Abb. 4.4: Wendeschneidplatte 55°
55° (Grundform D) – Platte A (Freiwinkel 3°) Drehwerkzeug Außen Links – Schlichtdrehwerkzeug T = „A_SCHLICHT_55_0.8“, Schneidenlage 3 HM-beschichtet.
Die Werkzeugnamen für die Drehwerkzeuge sind in diesem Fernlehrgang folgendermaßen definiert:
Hierzu folgen zu einem späteren Zeitpunkt in diesem Fernlehrgang, bei den entsprechenden Übungsaufgaben, noch detailliertere Informationen. |
Auch hier zeige ich Ihnen zum besseren Vorstellungsvermögen schematisch die Wendeschneidplatte:
Die Lage der Schneide ergibt sich aus folgenden, genormten Schneidenlagen:

Abb. 4.5: Schneidelagen a)

Abb. 4.5: Schneidelagen b)
Hier noch einige wichtige Informationen zur Werkzeuggeometrie bei unseren ausgewählten Drehwerkzeugen:
Lassen Sie uns an dieser Stelle die Werkzeugbezeichnungen genauer unter die Lupe nehmen. Der erste Kennbuchstabe (in unserem Beispiel C) einer Wendeschneidplatte bezeichnet die Grundform der Wendeschneidplatte die wir verwenden, der zweite Kennbuchstabe (in unserem Beispiel A) beziffert den gewählten Freiwinkel (hier 3°).
Vergleiche hierzu folgende Tabelle:
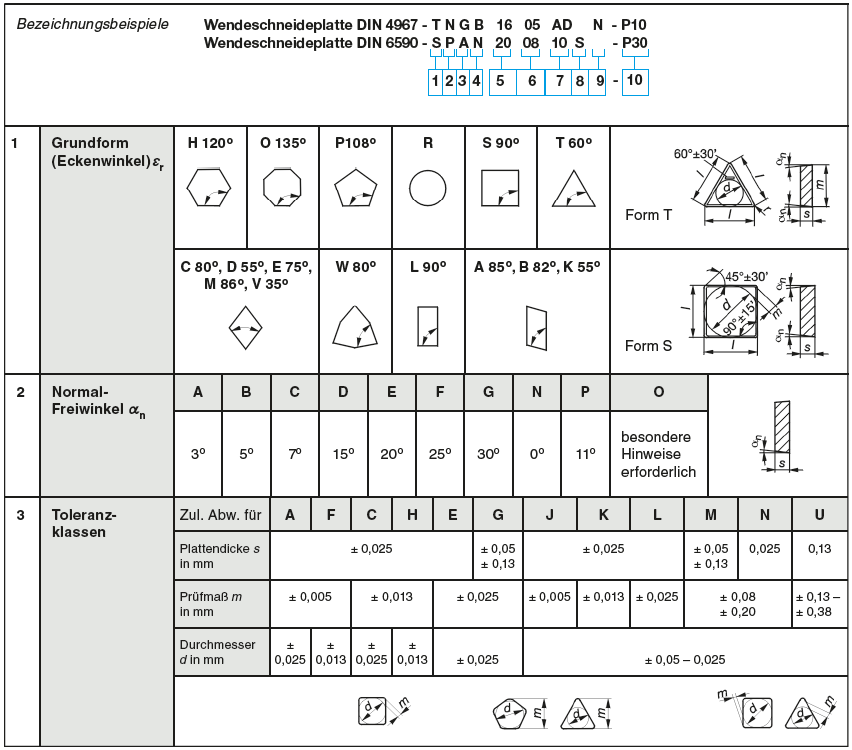
Abb. 4.6: Bezeichnung von Wendeschneidplatten
Plattenwinkel
Der Plattenwinkel wird auch Eckenwinkel genannt und ist wichtig für die Stabilität der gesamten Schneidplatte. Er kennzeichnet den Winkel zwischen Haupt- und Nebenschneide. Mit wachsendem Eckenwinkel vergrößert sich die Stabilität der Schneidplatte. Für die Schruppbearbeitung sind große Eckenwinkel bevorzugt anzuwenden. Schneidplatten für diese Anwendung sind z. B. runde Platten oder solche mit rhombischer Form. Gängige Größen sind 80°, 55° und 35°.
Schneidelänge
Die Haltergröße, die wiederum vom Maschinenhersteller festgelegt wird, bestimmt die Schneidplattengröße und damit die Schneidenlänge. Von ihr leitet sich die wählbare Spantiefe (Schnitttiefe) ab. Allerdings muss dabei auch noch die Aufspannung des Werkstückes, die Stabilität des Werkzeugsystems und der Maschine, aber auch die vorhandene Antriebsleistung berücksichtigt werden. Es ist meist nicht möglich, die Schneidenlänge auch als max. Spantiefe zu nutzen.
Schneidenradius
Ein großer Eckenradius verbessert die Stabilität der Schneidplatte. Damit sind bei der Schruppbearbeitung die entsprechenden Schnitttiefen und Vorschübe machbar, um in kürzester Zeit große Spanvolumen abzutrennen. Große Eckenradien können jedoch bei der Schlichtbearbeitung zu Schwingungen führen. Auch sind bei kleinen Vorschüben Probleme beim Spanbruch möglich. Größere Eckenradien ergeben bei gleichem Vorschub bessere Oberflächengüten als kleine Eckenradien. Für unseren Fernlehrgang sehen wir Eckenradien von 0.8, 0.5 und 0.4 mm vor.
Werkzeuglänge, Schaftbreite, Werkzeugbreite
Die hier einzugebenden Werte leiten sich von der Klemmhaltergröße ab und sind den Katalogen der Werkzeughersteller zu entnehmen. Maße für Schaft- und Werkzeugbreite sind z. B. 12, 16 und 20 mm.
Einstellwinkel
Der Einstellwinkel bestimmt die Lage der Hauptschneide zur Werkstückachse und beeinflusst die Größe der Vorschubkraft und Passivkraft. Des Weiteren sind die Spanungsbreite (= Eingriffslänge der Schneide) und die Spanungsdicke mit von ihm abhängig. Große Einstellwinkel verringern die Passivkräfte. Der Spanbruch wird günstiger, aber die Schneide verschleißt schneller. Kleine Einstellwinkel bewirken eine geringere Schneidenbelastung und somit einen geringeren Verschleiß.
Beispiele: Bei ausreichend stabilem Drehteil werden Einstellwinkel zwischen 45° und 75° gewählt. Das Bearbeiten von dünnen Wellen und das Andrehen von rechtwinkligen Ansätzen erfolgt vorzugsweise mit Einstellwinkeln von 90° bis 95°.

Abb. 4.7: Einstellwinkel
Nachdem wir nun einiges über die Drehwerkzeuge erfahren haben, fahren wir bei der Abarbeitung unserer Punkte fort. Zur Auswahl der Werkzeuge gehört auch das Ermitteln der Werkzeugkorrekturdaten.
Wichtige Einstellmaße eines Drehwerkzeuges
Werkzeugträger- bezugspunkt T

Abb. 4.8: Bezugspunkt
Für die Verrechnung der Werkzeuglängen in der Steuerung werden die Abmaße des Werkzeuges in der X- und Z-Achse vom Werkzeugträgerbezugspunkt T bis zur Schneide ermittelt. Diese Maße werden auch allgemein mit Q (Querabmaß) und L (Länge) bezeichnet.

Abb. 4.9: Drehwerkzeug
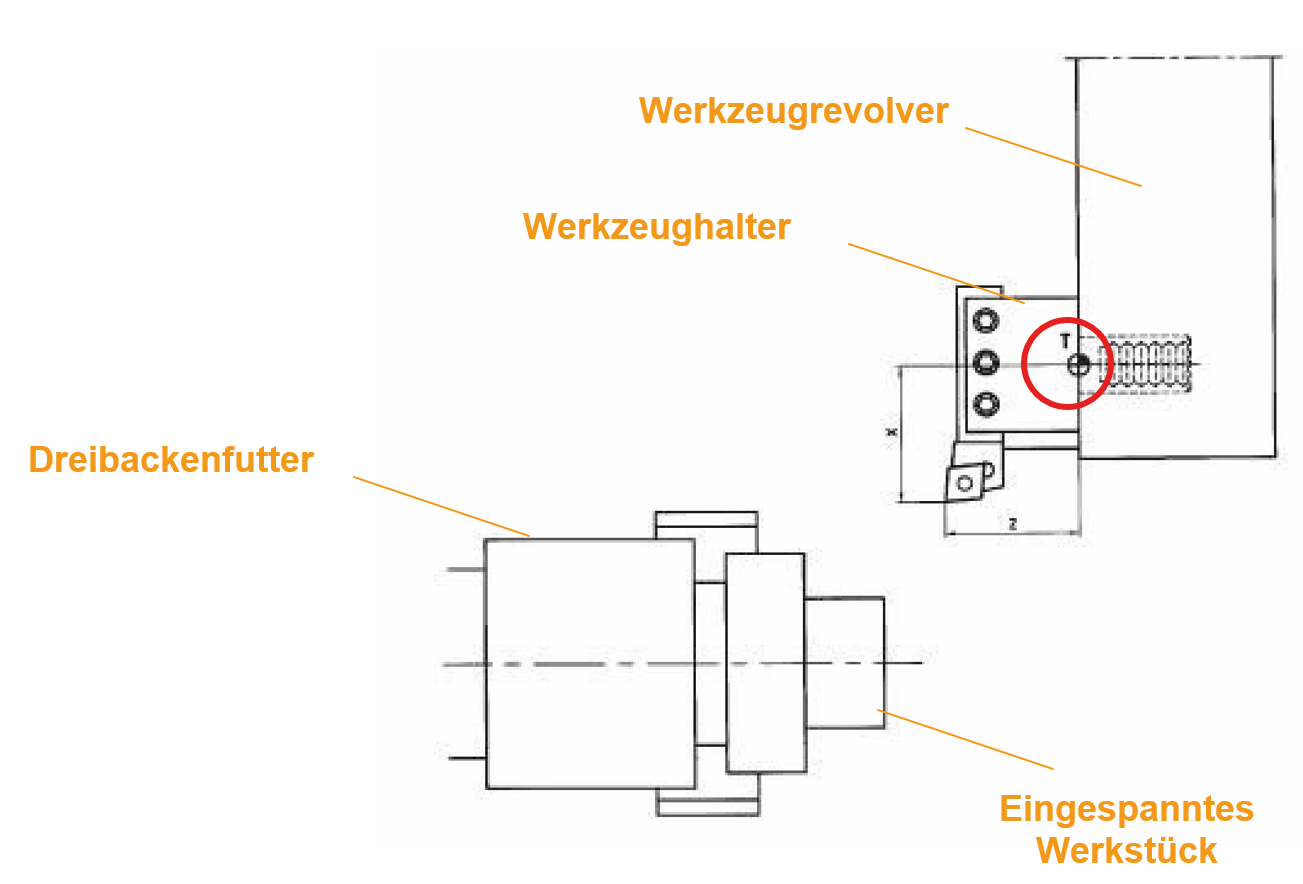
Abb. 4.10: Werkzeugrevolver
Der Bezugspunkt T befindet sich meistens am Werkzeugrevolver dort, wo der Werkzeughalter gespannt wird. Dieses Schema des Arbeitsraumes einer CNC-Drehmaschine soll Ihnen dies verdeutlichen:
Einstellmaß der X-Achse
Das Werkzeugeinstellmaß in der X-Achse ergibt sich aufgrund der Haltergröße und einer möglichst kurzen Auskraglänge des Klemmhalters.
Eine kurze Auskraglänge verhindert Schwingungen bei der Bearbeitung. Schwingungen erzeugen nicht gebrauchsfähige Oberflächen.
Einstellmaß der Z-Achse
Das Werkzeugeinstellmaß in der Z-Achse ergibt sich ebenfalls aufgrund der Werkzeug- und Klemmhaltergröße.
Wie werden diese Werkzeugmaße in der Praxis ermittelt?
Dazu gibt es im Prinzip zwei Möglichkeiten:
Die eine Möglichkeit ist die Bestimmung dieser Maße im Arbeitsraum der Drehmaschine durch Ankratzen am Werkstück mithilfe eines Messtasters oder durch ein Einstellmikroskop.
Die andere Möglichkeit ist das Vermessen der Werkzeuge mit einem externen Voreinstellgerät. Diese Geräte arbeiten optisch, z. B. mit Laserkamera, und messen auf 1/1.000 mm genau.

Abb. 4.11: Werkzeugvoreinstellgerät mit Laserkamera
Vorteil dieser Geräte liegt darin, dass außerhalb der Maschine vermessen und damit die Rüstzeit gesenkt wird. Zusätzlich sind die ermittelten Daten online an die Maschinen übertragbar, was wir in Lehrbrief 1 beim DNC-Betrieb schon erwähnt haben.
Bevor Sie nun die Programmsätze generieren, noch einige Hinweise zum Rüsten der CNC-Drehmaschinen allgemein. Die Rüstzeiten müssen gering gehalten werden und das Vermeiden von Fehlern beim Einrichten hat oberste Priorität. Kollisionen verursachen hohe Kosten. Sehr schnell und sicher kann im Wiederholfalle des Auftrages mithilfe eines Einrichteblattes die Maschine gerüstet werden. Jeder Betrieb hat individuell gestaltete Formblätter. Für unseren Fernlehrgang soll dieses Einrichteblatt für das Drehen zum Einsatz kommen.

Zur Vergrößerung auf das Bild klicken.
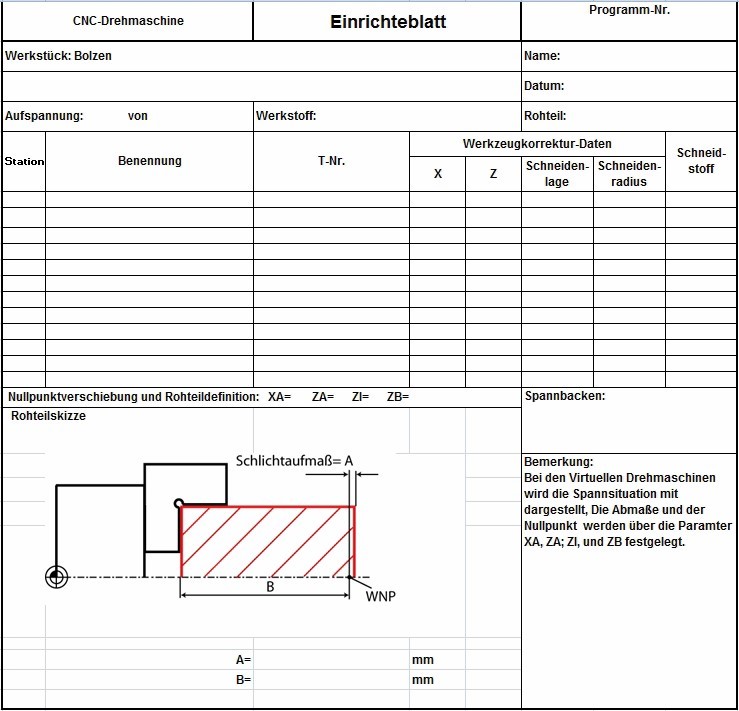
Abb. 4.12: Vorlage Einrichteblatt
Zur Vergrößerung auf das Bild klicken.
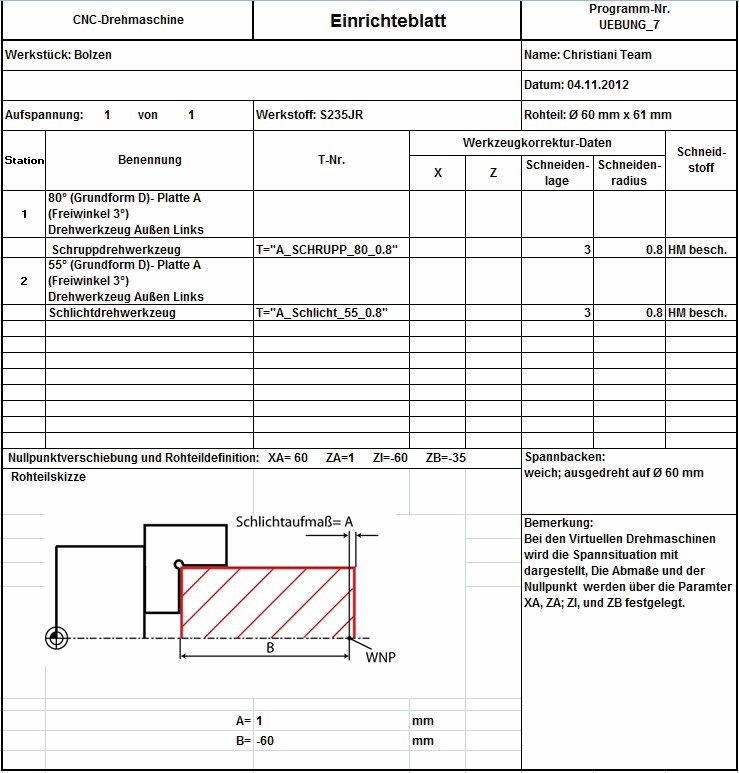
Abb. 4.13: Ausgefülltes Einrichteblatt
Einige Punkte in diesem Einrichteblatt erhalten Sie jetzt noch genauer erläutert.
Bei Aufspannung steht 1 von 1, das bedeutet, dass für die Fertigung dieses Teiles nur eine Aufspannung vorgesehen ist. Sind hier mehrere Aufspannungen notwendig, geben Sie z. B. 1 von 2 an.
Bei der Benennung, T-Nr., die Schneidenlage, Schneidenradius und Schneidstoff der Werkzeuge wurden die Daten übernommen, die wir bei der Werkzeugauswahl bereits ausführlich besprochen haben.
Mit einer Id.-Nr. wird ein Werkzeug aufgeführt, wenn im Fertigungsbetrieb die Werkzeuge katalogisiert sind. Die dem Werkzeug zugeordnete Id.-Nr. wird im Einrichteblatt eingetragen und beugt Verwechslungen vor.
Werkzeugkorrektur-Daten
Die ermittelten Einstellmaße X und Z (Voreinstellung) des Werkzeuges werden hier eingetragen. Von dort übernimmt der Bediener die Werte in den Werkzeugspeicher der Steuerung. Für unsere Übungen verzichten wir auf diese Angaben, da wir dieses Vorgehen hier so nicht nachvollziehen können. SinuTrain verrechnet Werkzeugmaße schon beim Anlegen eines neuen Werkzeuges in der Betriebsart Einrichten. Der Schneidenradius beider Schneidplatten beträgt 0.8 mm. Der Schneidstoff ist mit HM besch. angegeben. Das soll Hartmetall beschichtet bedeuten. Dieser Schneidstoff kommt in der Zerspanung von Stahl sehr häufig zum Einsatz. Im Fertigungsbetrieb steht hier meistens die exakte Markenbezeichnung vom Schneidstoffhersteller.
In diesen Lehrbriefen werden wir mit Bezeichnungen und Schnittdaten arbeiten, die sich zwar an der Fertigungspraxis orientieren, aber nicht auf bestimmte Hersteller beziehen. Wir verwenden die Tabelle “Schnittdaten Drehen“ im Anhang. Sie ist aus dem Tabellenbuch Metall von Christiani entnommen.
Die Einspannskizze sichert die Spannsituation ab. Dort erscheinen die Einspannlänge am Spannbacken, die Lage des Werkstücknullpunktes und die Nullpunktverschiebung. Die Bezeichnung NPV im Maßeintrag soll Nullpunktverschiebung heißen. Dort steht üblicherweise noch der entsprechende numerische Wert, den der Maschinenbediener z. B. in den Nullpunktverschiebungs-Speicher der CNC-Steuerung eintippen muss. Dieser Wert ist von entscheidender Bedeutung für die exakte Fertigung des Werkstückes. Ein falscher Wert führt zu Maßabweichungen, kann aber auch Kollisionen und damit verbundene Beschädigungen an Bauteil, Werkzeug und Maschine zur Folge haben.
Erarbeiten wir als Erstes die Spannsituation. Wir spannen in einem hydraulisch be- tätigten Dreibackenfutter. Da das Werkstück auf der linken Seite bereits fertig plangedreht ist, verwenden wir weiche Backen, in denen wir wie in Abbildung 4.2 dargestellt spannen.
Als Nächstes erfolgt die Definition des Wertes der Nullpunktverschiebung, welcher sich aus der vorliegenden Spannsituation ableitet. Hier gibt es einen Unterschied von realen Maschinen und der Simulationsumgebung in SinuTrain, den ich Ihnen kurz erläutern möchte:
Der Wert für die Nullpunktverschiebung wird bei realen Maschinen wie folgt festgelegt:
- Backenfutterbreite + Backenbreite + Auskraglänge des Werkstückes + Schlichtaufmaß
Bei der Drehmaschine in SinuTrain wird die Backenfutterbreite nicht berücksich- tigt. Hier werden nur das Schlichtaufmaß, die Gesamtlänge des Werkstückes und die Bearbeitungslänge definiert. SinuTrain definiert diese Punkte mit den Koordinaten XA; ZA; ZI und ZB. Betrachten wir die einzelnen Punkte etwas genauer. XA definiert den Durchmesser unseres Werkstückes. Über die Punkte ZA und ZI ist die Auskraglänge definiert. Über den Punkt ZI geben wir die Länge des Werkstückes bezogen auf den Werkstücknullpunkt an. Bei ZA geben wir das Aufmaß für das Plandrehen an. Über den Punkt ZB ist die maximale Länge der Bearbeitung des Werkstückes bestimmt. Alle Punkte werden in absoluter Maßangabe bezogen auf den Werkstücknullpunkt angegeben.
Dies bedeutet, dass wir folgende Punkte für das Rohteil zur Übung 7 ermitteln müssen:
Der Durchmesser XA definiert den Durchmesser unseres Werkstücks, dieser beträgt laut technischer Zeichnung 60 mm. Der Punkt ZA definiert den Anfangspunkt unserer Kontur. Hier berücksichtigen wir unser Schlichtaufmaß von 1 mm. ZA beträgt demnach 1 mm. ZI liegt laut technischer Zeichnung in absoluter Beziehung zum Werkstücknullpunkt bei Z-60. ZB, welcher die Länge zur maximalen Bearbeitung definiert, wird hier mit Z-35mm gewählt. Dieser Wert setzt sich aus der Konturlänge die bearbeitet wird, hier -31mm (Zapfendurchmesser 36 mm ist 30 mm lang zuzüglich der anzufertigenden Fase von 1 × 45°) und einer Sicherheitszugabe (hier 4 mm) zusammen. Dieser Wert kann variieren. Beachten Sie, dass die Einspannlänge des Werkstückes ausreichend sein muss, damit das Werkstück nicht aus dem Backenfutter gerissen wird.
Fassen wir die Punkte also nochmals zusammen:
XA = 60 ZA = 1 ZI = -60 ZB = -35
Bildlich dargestellt sieht dies in SinuTrain bei der Rohteileingabe für Übung 7 folgendermaßen aus:
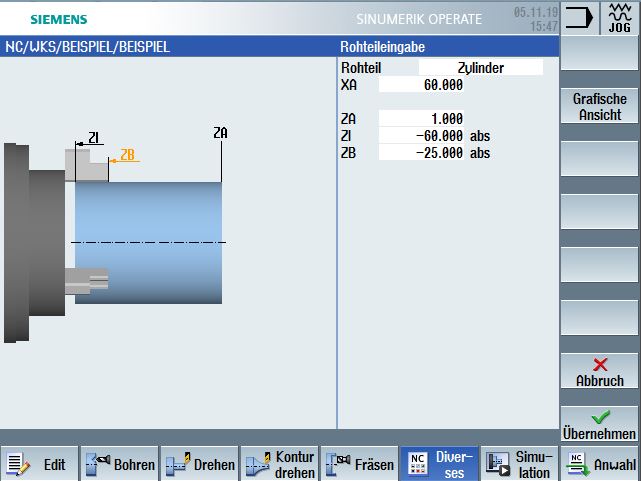
Abb. 4.14: Rohteileingabe Übung 7 in SinuTrain
Wie und an welcher Stelle diese Rohteileingabe in SinuTrain eingegeben wird, wird später im Kapitel “Programmieren mit Siemens SINUMERIK” erklärt und gezeigt.
Ergänzend zur Einspannskizze kann im Feld Spannbacken noch angegeben werden, ob weiche oder harte Backen zum Einsatz kommen.
Der Ausdrehdurchmesser ist ebenfalls eingetragen.
Bemerkungen sollen Hinweise für den Bediener sein, die er bei der Bearbeitung des Teiles beachten muss. Dies kann z. B. ein programmierter Halt oder das Kontrollieren von bestimmten Maßen sein.
Nach dem Rüsten der Maschine nun zum nächsten Punkt.