Abspanzyklus mit Unterprogrammtechnik Teil 1
Lernziele
Nach dem Durcharbeiten des Kapitels kennen Sie
- den Aufruf des Abspanzyklus für Drehteile,
- die Programmierung des Abspanzyklus für Drehteile.
Um unser CNC-Programm weiter zu optimieren und einfacher programmieren zu können, stellen wir nun noch eine weitere Betrachtung an. Dazu nehmen wir noch einmal unser Programm Übung_7 zur Hand. Wir stellen fest, dass die Sätze N140 bis N240 die Schruppbearbeitung darstellen.
N10; Übung_7
N20; 040909 Christiani Team
N30 WWP
N40 G54 G90 G26S3000
N50; Plandrehen auf Länge 60 und Kontur vorschruppen
N60 T=”A_SCHRUPP_80_0.8″
N70 M6
N80 G96 S250 F0.2 M4 M8
N90 G0 X62 Z0
N100 G1 X-1.6
N110 G1 Z1
N120 G0 X52
N130 G0 F0.4 S230
N140 G1 Z-29.5
N150 G1 X60
N160 G0 Z1
N170 G0 X44
N180 G1 Z-29.5
N190 G1 X52
N200 G0 Z1
N210 G0 X36.4
N220 G1 Z-29.5
N230 G1 X44
N240 G0 X62 Z2
N250 WWP
N260 T=”A_SCHLICHT_55_0.8″
N270 M6
N280; Kontur schlichten
N290 G96 F0.1 S260 M4
N300 G42
N310 G0 X32 Z1
N320 G1 X36 Z-1
N330 G1 Z-30
N340 G1 X 58
N350 G1 X62 Z-32
N360 G40
N370 WWP
N380 M30
Pro Schruppschnitt ist folgender Bewegungsablauf notwendig:
- Anstellen
- Längsdrehen
- Schulter plandrehen
- Ausgangsposition in Z anfahren
Das bedeutet, dass je Schruppschnitt vier Sätze notwendig sind. In Übung_7 sind das drei Schnitte, und so sind zwölf Sätze zu überlegen für diesen immer wiederkehrenden Bewegungsablauf. Für solche Abläufe stellen die CNC-Steuerungen sogenannte Arbeitszyklen oder auch Herstellerzyklen zur Verfügung. Meist reichen ein oder zwei Programmsätze um eine Vielzahl von Bewegungen auszulösen. Der Programmieraufwand ist minimal. Die Zyklen sind nicht genormt. Jeder Steuerungshersteller schafft hier eigene Zyklen. Diese werden häufig über Wegbedingungen aufgerufen. Im Programmiercode DIN 66025 sind dafür die Befehle von G80 bis G89 freigehalten. Vielfach sind aber auch 3-stellige Wegbedingungen (z. B. G818) dafür geschaffen worden, oder es werden Kurzbezeichnungen aus der englischen Sprache (z. B. CYCLE952) eingesetzt. Diese Form der Kurzbezeichnungen ist Grundlage für die Siemens Sinumerik Steuerung. Wir werden uns nun mit dem Abspanzyklus beschäftigen. Dieser Zyklus erlaubt es uns, dass die zu drehende Fertigkontur über diesen Abspanzyklus mit den entsprechenden Aufmaßen in X- und Z-Achse vorgeschruppt wird. Dies geschieht in nur wenigen Programmsätzen. Aber wie wird dieser Abspanzyklus aufgerufen und editiert? Dies alles möchte ich Ihnen auf der nun folgenden Präsentation erklären.
Optimieren wir nun unser Programm Übung_7 mit diesen gelernten Inhalten:
Legen Sie ein Unterprogramm mit dem Namen Fertigkontur im Werkstückordner Übung_7 an. Gehen Sie wie folgt vor:
Starten Sie SinuTrain, wie wir es in der Präsentation „Kap_5_Einleitung_ SinuTrain“ gelernt haben. Wenn das System komplett hoch gelaufen ist, wechseln Sie mit der Taste „Menu select“ in das „Grundmenü“. Betätigen Sie nun den Softkey „Programmmanager“. Anschließend öffnen Sie den Ordner „Werkstücke“ durch Doppelklicken. Nun legen Sie im Werkstückordner „UEBUNG_7“ ein neues Programm an. Der Name für dieses Programm soll Fertigkontur lauten. Achten Sie darauf, dass das neu angelegte Programm die Endung SPF (Sub Program File) für ein Unterprogramm aufweist.
Ist für das Unterprogramm Fertigkontur der Editor geöffnet, geben Sie die Sätze, die die Fertigkontur beschreiben, in dieses Unterprogramm ein. Wichtig ist hier, dass auch die Positionierung mit ins Unterprogramm programmiert wird. Das sind die Sätze N310 bis N350. Achten Sie darauf, dass das Unterprogramm mit dem Satz M17 beendet wird.
Öffnen Sie im Programmmanager das vorhandene Hauptprogramm UEBUNG_7. Ändern Sie im Editor nun Satz 140 so um, dass hier der Konturaufruf über ein Unterprogramm für den Abspanzyklus programmiert wird.
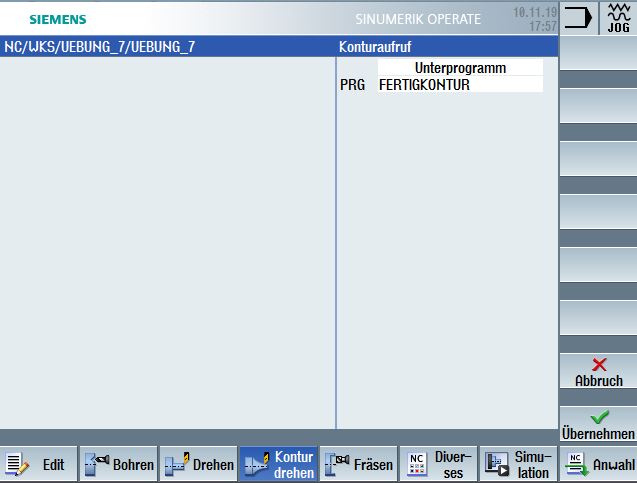
Abb. 2.1: Konturaufruf für Abspanzyklus
Die Vorgehensweise ist in der Präsentation „Kap2_Abspanzyklus“ ausführlich beschrieben.
Programmieren Sie bei N150 den Abspanzyklus. Hier zur Wiederholung nochmals die Vorgehensweise:
-
- Betätigen Sie im Programmeditor auf der horizontalen Softkeyleiste den Softkey „Kontur drehen“.
- Anschließend betätigen Sie auf der vertikalen Softkeyleiste den Softkey „Abspanen“.
- In der nun geöffneten Maske für den Abspanzyklus geben Sie nun die Daten aus folgender Abbildung ein und bestätigen diese mit dem Softkey „Übernehmen“:
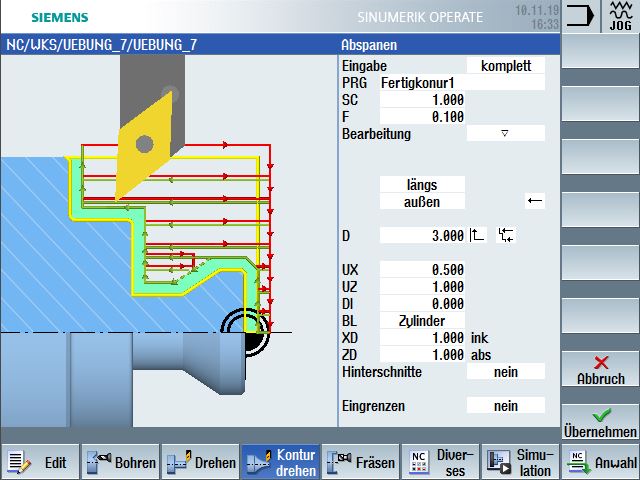
Abb. 2.2: Programmierung Abspanzyklus
-
Löschen Sie nun die Sätze N160 bis N240.
Als Nächstes programmieren Sie bei N310 den Unterprogrammaufruf für das Unterprogramm Fertigkontur.
Löschen Sie nun die Sätze N320 bis N350.
Fügen Sie nun vor N10 das Rohteil, wie in der Präsentation aus Lehrbrief 2 beschrieben, ein.
Lassen Sie das Programm Übung_7 neu nummerieren. Dies wird mit folgender Vorgehensweise realisiert:
- Betätigen Sie auf der vertikalen Softkeyleiste den Softkey

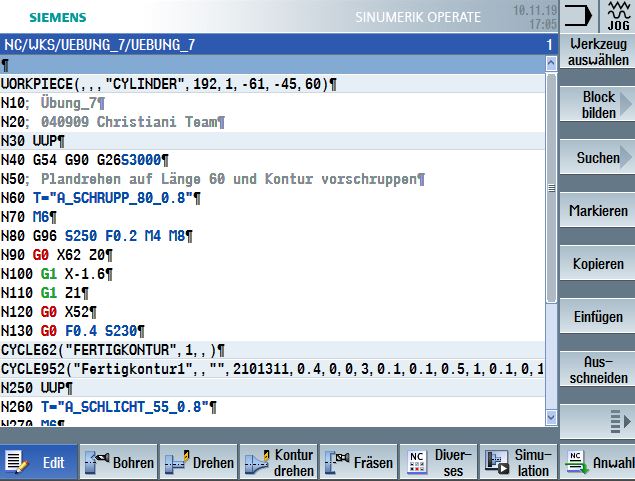
Abb. 2.3: Neu nummerieren
- Nun betätigen Sie wiederum auf der vertikalen Softkeyleiste den Softkey „Neu nummerieren“.
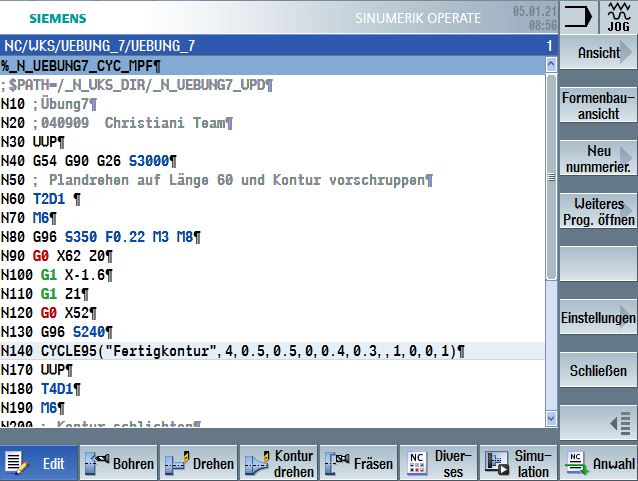
Abb. 2.4: neu nummerieren
- In der nun geöffneten Maske geben Sie nun die Werte für die erste Satznummer sowie für die Schrittweite der folgende Sätze nach folgender Abbildung ein und bestätigen die Eintragungen mit dem Softkey „OK“:
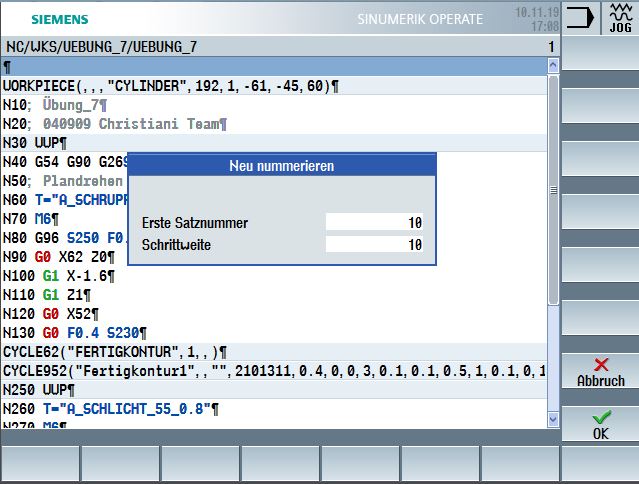
Abb. 2.5: Einstellungen für Nummerierungen
- Betätigen Sie auf der vertikalen Softkeyleiste den Softkey
Wenn Sie alles richtig gemacht haben, müsste Ihr Programm in 10er-Schritten neu durchnummeriert sein. Öffnen Sie nun das angelegte Unterprogramm und lassen Sie dies ebenfalls neu durchnummerieren.
Schauen wir uns unser Hauptprogramm Übung_7 und unser Unterprogramm Fertigkontur noch einmal gemeinsam an:
Hauptprogramm
Unterprogramm Fertigkontur
N10 WORKPIECE(,,,”CYLINDER”,0,1,-61,-45,60)
N20 ; Übung_7
N30 ; 040909 Christiani Team
N40 G0 X150 Z100 ; Werkzeugwechselpunkt
N50 G54 G90 G26S3000
N60 ; Plandrehen auf Länge 60 und Kontur vorschruppen
N70 T=”A_SCHRUPP_80_0.8″
N80 M6
N90 G96 S250 F0.2 M4 M8
N100 G0 X62 Z0
N110 G1 X-1.6
N120 G1 Z1
N130 G0 X52
N140 G0 F0.4 S230
N150 CYCLE62(“FERTIGKONTUR”,0,,)
N160 CYCLE952(“Fertigkontur1,,””,2101311,0.4,0,0,3,0.1,0.1,0.5,1,0.1,0,1,1,1,,,,,2,2,,,0,1,,0,12,100010,1,0)
N170 WWP
N180 T=”A_SCHLICHT_55_0.8″
N190 M6
N200 ; Kontur schlichten
N210 G96 F0.1 S260 M4
N220 G42
N230 Fertigkontur
N240 G40
N250 WWP
N260 M30
N10; Fertigkontur Übung_7
N20 G0 X32 Z1
N30 G1 X36 Z-1
N40 G1 Z-30
N50 G1 X 58
N60 G1 X62 Z-32
N70 M17
Lassen Sie uns an dieser Stelle unsere Erkenntnisse festhalten:
Der Abspanzyklus CYCLE952 erlaubt es uns, dass wir Vorschruppen der Fertigkontur einfacher programmieren können. Voraussetzung für diesen Abspanzyklus ist es, dass wir die Fertigkontur in ein Unterprogramm, das so genannte Konturunterprogramm, programmieren, das wir vor diesem Zyklus über den Konturaufruf aktivieren. Was bedeutet dies für unsere Arbeitsplanung? Die Arbeitsplanung muss an der Stelle angepasst werden, an der wir die Arbeitsschritte festlegen. Wir ergänzen die Arbeitsschritte Schruppen mit dem Namen des Zyklus, den wir anwenden und den Arbeitsschritt Schlichten mit dem Namen des Unterprogrammes.
Folgende Vorgehensweise zum Erstellen eines Drehteiles mit Abspanzyklus und Unterprogrammtechnik lässt sich somit ableiten:
1. Erstellen Einrichteblatt
Download Vorlage

1. Erstellen Arbeitsplan
Download Vorlage
3. Erstellen des Unterprogrammes für die Fertigkontur
4. Erstellen des Hauptprogrammes nach Einrichteblatt und Arbeitsplan
Festigen wir nun diese Erkenntnisse in einer Übung, die wir noch einmal gemeinsam Planen und programmieren werden.

Übung
Übung 8: Kegelbolzen planen und programmieren
Wir werden folgenden „Kegelbolzen“ planen und programmieren:

Abb. 2.6: Kegelbolzen
Folgende Vorgaben sind für unsere Bearbeitung noch wichtig:
- Maschinenauswahl in SinuTrain: DEMO- Drehmaschine
- Werkstoff des Werkstückes: S 235 JR.
- Die Gesamtlänge des fertigen Drehteiles beträgt 110 mm.
- Das Rohteil hat folgende Abmaße: Ø 50 mm x 111 mm.
- Die linke Seite ist bereits fertig plangedreht und entgratet.
- Es werden weiche Backen verwendet, die für den Ø 50 mm geeignet sind.
- Das Werkstück ist zu bearbeiten: vorschruppen und drehen.
- Die Vorbearbeitung erfolgt mit dem Abspanzyklus. Die Fertigkontur wird in ein Unterprogramm programmiert.
Legen wir los!
Es ergibt sich folgende Spannsituation:
Wie in der vorhergehenden Übung, spannen wir mit einem hydraulisch betätigten Dreibackenfutter. Rechts sehen wir ein Aufmaß zum Plandrehen von 1 mm vor. Der Durchmesser des Rohteiles ist 50 mm. Da die Längenangabe des anzudrehenden Zapfens von der rechten Planfläche ausgeht, ist diese Fläche auch die Lage des Werkstücknullpunktes.

Abb. 2.7: Drehteil
Auch hier werden wir, wie bei den Vorgaben, das Werkzeug vorschruppen und anschließend fertig bearbeiten. Dies bedeutet, dass wir beim Schruppen ein Aufmaß in der Z-Achse von 0,5 mm und bei allen Durchmessern, also bei der X-Achse, 1 mm berücksichtigen.
- Um die Länge des Werkstückes von 110 mm herzustellen, ist ein Planschnitt von 1 mm notwendig.
- Für die Fertigbearbeitung (schlichten) sehen wir ein eigenes Werkzeug vor.
Somit wenden wir bei unserer Übung das Längs- und das Plandrehen an. Lassen Sie uns an diesem Beispiel noch einmal die Werkzeugbezeichnungen genauer unter die Lupe nehmen. Der erste Kennbuchstabe einer Wendeschneidplatte bezeichnet die Grundform der Wendeschneidplatte, die wir verwenden, der zweite Kennbuchstabe beziffert den gewählten Freiwinkel. Die Schneidenlage ergibt sich aus folgender, in Lehrbrief 2 bereits besprochener und durch Normung festgelegter Betrachtungsweise:

Abb. 2.8: Grundformen
Wir verwenden also folgende Werkzeuge:
- 80° (Grundform C) – Platte A (Freiwinkel 3°) Drehwerkzeug Außen Links – Schruppdrehwerkzeug T=”A_SCHRUPP_80_0.8″, Schneidenlage 3 HM-beschichtet
Zum besseren Vorstellungsvermögen zeige ich Ihnen hier schematisch die Wendeschneidplatte:

Abb. 2.9: Wendeschneidplatte 80°
- 55°(Grundform D) – Platte A (Freiwinkel 3°) Drehwerkzeug Außen Links – Schlichtdrehwerkzeug T=”A_SCHLICHT_55_0.8″, Schneidenlage 3 HM-beschichtet.
Auch hier zeige ich Ihnen zum besseren Vorstellungsvermögen schematisch die Wendeschneidplatte:

Abb. 2.10: Wendeschneidplatte 55°
Vergleichen Sie dazu die Tabelle „Bezeichnung von Wendeschneidplatten“.

Tap. 9.1: Bezeichung von Wendeschneidplatten