Kreisinterpolation mit Siemens Sinumerik
Wie wir in Lehrbrief 2 bereits erarbeitet haben, bestehen Drehteile nicht nur aus Geraden. Den Kreisformen kommt eine ebenso elementare Bedeutung zu. Lassen Sie uns an dieser Stelle die Kreisinterpolationen beim Drehen mit der Siemens Sinumerik-Steuerung näher beleuchten. Wir können, dies haben wir bereits an der Einsendeaufgabe in Lehrbrief 2 angewendet, die Kreisinterpolation nach DIN 66025 ohne Probleme anwenden. Aber wie Sie sich vorstellen können, bieten moderne Steuerungen mehrere einfachere und komfortablere Möglichkeiten als die, die wir bereits kennengelernt haben. Bevor wir nun diese kennenlernen, wiederholen wir die bereits beider DIN 66025 besprochenen Kreisinterpolationen anhand einer Übungsaufgabe.
Lernziele
Nach dem Durcharbeiten des Kapitels können Sie
- die Kreisinterpolationen mit der Steuerung Siemens Sinumerik programmieren und anwenden,
- unterschiedliche Möglichkeiten der Kreisinterpolation darstellen,
- tangentialer Anschluss von Linear- und Kreiskonturen mit CNC-Befehlen programmieren und anwenden.

Übung
Übung 10
Folgenden „Radiusbolzen kurz“ werden wir in Übung 10 programmieren:

Abb. 4.1: Radiusbolzen
Sie kennen dieses Drehteil schon aus Übung 6 in Lehrbrief 2. Hier noch einige detaillierte Informationen:
- Maschinenauswahl in SinuTrain: DEMO-Drehmaschine
- Werkstoff: Aluminium Legierung
- Das Rohteil hat folgende Abmaße: Ø 80 mm x 81 mm
- Die linke Seite ist bereits fertig plangedreht und entgratet.
- Zum Spannen werden weiche Backen, ausgedreht für Ø 80 mm, verwendet.
- Das Werkstück ist vorzuschruppen und fertig zudrehen.
- Die Vorbearbeitung erfolgt mit dem Abspanzyklus.
- Die Fertigkontur ist in ein separates Unterprogramm zu programmieren.
- Die Kreisinterpoaltionen sind nach DIN 66025 durchzuführen.
- Führen Sie selbstständig die Arbeitsplanung durch.
Einige wichtige Dinge vorab:
Da es Bestandteil der Übungsaufgabe ist, die Arbeitsplanung selbstständig durchzuführen, lassen Sie mich nur kurz auf einige wichtige Dinge eingehen.
Als Erstes einen Hinweis zur Spannsituation. Da das Werkstück auf der linken Seite bereits fertig plangedreht ist, verwenden wir weiche Backen, in denen wir wie folgt spannen:

Abb. 4.2: Spannbacken
Dem Abstand von 2 mm vom Konturende zu den Spannbacken gilt besondere Beachtung. Dieser Abstand muss beim Spannen eingehalten werden, damit das Drehwerkzeug nicht in die Backen fährt und eine Kollision verursacht!
Die Drehwerkzeuge können wir aus den vorherigen Übungsaufgaben, wir bearbeiten wie in den Übungsaufgaben zuvor nur eine Außenkontur, übernehmen. Bei der Auswahl der Technologiedaten müssen wir andere Werte auswählen, da wir einen anderen Werkstoff, nämlich eine Aluminium-Legierung, bearbeiten. Laut unserer Tabelle liegt die Schnittgeschwindigkeit Vc zwischen 400 m/min und 600 m/min. Der Vorschub F liegt zwischen 0.1 mm/U und 0.5 mm/U. Für das Schruppen wählen wir Vc an der unteren Grenze und F an der oberen Grenze. Für die Schlichtbearbeitung wählen wir Vc an der oberen Grenze und F an der unteren Grenze. Wählen Sie die Werte bitte selbst aus. Die Schnitttiefe und Namen für das Unterprogramm und Hauptprogramm legen Sie bitte ebenfalls nach besprochenen Regeln selbst fest.
Lösungen Übung 10
Download Arbeitsplan Übung 10

Download Einrichteblatt Übung 10
Download Lösung Hauptprogramm Übung 10
Download Lösung Unterprogramm FKA Übung 10
Nachdem wir nun die Kreisprogrammierung nach DIN 66025 wiederholt und gefestigt haben, möchte ich Ihnen an dieser Stelle zeigen, welche weiterführende Möglichkeiten der Kreisprogrammierung die Siemens Sinumerik bietet.
Nachdem Sie nun die verschiedenen Möglichkeiten der Kreisprogrammierung mit Siemens Sinumerik kennengelernt haben, wollen wir dies in der nächsten Übungsaufgabe auch gleich anwenden.
Übung
Übung 11
Bei dieser Übungsaufgabe wollen wir das Werkstück aus Übung_10 mit den erlangten Kenntnissen programmieren. Da sich die Arbeitsplanung nicht ändert, können wir gleich mit dem Programmieren loslegen. Dazu legen wir in bekannter Art und Weise zuerst einen Werkstückordner im Grundmenü Programme an. Diesen Werkstückordner benennen wir mit Übung_11. In diesem Werkstückordner legen wir ein Hauptprogramm, ebenfalls mit dem Namen Übung_11, an. Weiterhin legen wir im Werkstückordner Übung_11 ein Unterprogramm mit dem Namen FKA_UE11 an. Lassen Sie uns die ersten Schritte gemeinsam programmieren. Starten Sie hierzu, wenn nicht bereits geschehen, den Editor für das Unterprogramm FKA_UE11. Hier beschreiben wir in gewohnter Art und Weise die Fertigkontur Schritt für Schritt:
Der erste Satz der Fertigkontur beinhaltet einen Kommentar mit dem Namen der Fertigkontur. Der zweite Satz beinhaltet die Positionierung des Werkzeuges.
N10; Fertigkontur Aussen Übung_11
N20 G0 X16 Z1
Im zweiten Satz fertigen wir die 45° Fase an. Wir werden natürlich im Hauptprogramm das Drehwerkzeug dementsprechend positionieren.
N30 G1 X20 Z-1
Nun verfahren wir in der Z-Achse auf unseren Radiusanfang. Da es sich um einen Viertelkreis handelt, ist die Berechnung einfach. Der Startpunkt des Kreises befindet sich in der Z-Achse bei -20 mm (Länge -30 mm + 10 mm = -20 mm). Wir programmieren also:
N40 G1 Z-20
Als Nächstes programmieren wir den Kreis. Führen wir zusammen eine Analyse durch:
Die Bewegungsrichtung des Kreises ist im Uhrzeigersinn, wir verwenden also die G-Funktion G2.
Der Endpunkt des Kreises befindet sich bei X40 (Ø 20 mm + 2x Radius 10 mm = Ø 40 mm).
Der Endpunkt des Kreises befindet sich in Z auf -30 mm.
Der Radius beträgt 10 mm und der Öffnungswinkel des Kreises ist kleiner als 180°, deshalb programmieren wir CR = 10. Der komplette Satz lautet also:
N50 G2 X40 Z-30 CR = 10
Programmieren Sie nun selbstständig die Fertigkontur und das Hauptprogramm für Übung_11 zu Ende.
Lösungen Übung 11
Download Arbeitsplan Übung 11
Download Einrichteblatt Übung 11
Download Lösung Hauptprogramm Übung 11
Download Lösung Unterprogramm FKA Übung 11
Haben Sie richtig geplant? Funktioniert das Programm? Herzlichen Glückwunsch, wir sind einen wichtigen Schritt voran gekommen.
Eine Ergänzung zur Kreisprogrammierung, die uns in der Programmiertechnik eine wesentliche Erleichterung bringt, möchte ich mit Ihnen in der nächsten Übungsaufgabe erarbeiten. Wir beschäftigen uns mit dem CNC-Befehl RND. RND ermöglicht uns das Programmieren von Kreiskonturelementen zwischen beliebig aufeinander folgenden Kreis- und Linearkonturen als tangentialen Abschluss.
Übung
Übung 12
Folgenden „Radiusbolzen lang“ werden wir in Übung 12 planen und programmieren

Abb. 4.3: Radiusbolzen lang
Hier noch ergänzende Informationen zu unserem Werkstück, das wir anfertigen wollen:
- Maschinenauswahl in SinuTrain: DEMO-Drehmaschine.
- Werkstoff: S235 JR
- Das Rohteil hat folgende Abmaße: Ø 100 mm x 181 mm
- Die linke Seite ist ist noch nicht fertig gedreht. Dies folgt in einer zweiten Aufspannung, die wir aber hier nicht berücksichtigen.
- Das Werkstück ist vorzuschruppen und fertigzudrehen.
- Die Vorbearbeitung erfolgt mit dem Abspanzyklus.
- Es ist ein Werkstückordner mit dem Namen Übung_12 anzulegen.
- Die Fertigkontur ist in ein separates Unterprogramm zu programmieren. Dieses Unterprogramm soll den Namen FKA_UE12 erhalten.
Bevor wir an dieser Stelle, wie üblich, mit der Arbeitsplanung starten, lassen Sie uns die technische Zeichnung des anzufertigenden Werkstückes analysieren. Wir werden feststellen, dass eine Koordinate fehlt, damit wir die Fertigkontur programmieren können. Diese Koordinate befindet sich beim Übergang der Geraden in die Radien R5 und R30.
Schauen wir uns dies genauer auf der Zeichnung an:

Abb. 4.4: Berechnung der Koordinate
Wie berechnen wir nun die Koordinate? Eine Lösung ist das Zusammenspiel zwischen der Berechnung der Koordinate mittels eines Dreieckes und des CNC-Befehles RND. Berechnen wir aber zuerst die Koordinate, die wir benötigen. Eine wichtige Grundlage zur Berechnung von fehlenden Koordinaten in der zerspanenden Fertigung sind Dreiecksberechnungen. Ziel ist es hierbei rechtwinklige Dreiecke zu bilden, die genügend bekannte Elemente enthalten, um die unbekannten Elemente berechnen zu können. Schauen wir an unserem Beispiel nach, ob wir ein Dreieck bilden können, in dem dies alles beinhaltet ist.
Lassen Sie mich für dieses Beispiel einmal das Dreieck vorgeben:

Abb. 4.5: Dreiecksberechnung
Grundlage für unsere Berechnung ist somit ein rechtwinkliges Dreieck, in dem zwei Seiten bekannt sind. Wie kommen wir nun auf die Werte der einzelnen Geraden und somit zu unserer fehlenden Koordinate?
Wenn wir Gerade 2 betrachten, stellen wir fest, dass diese den Radius 30 mm widerspiegelt. Das Maß der Gerade 1 beträgt somit 30 mm.
Gerade 2 ergibt sich aus der halben Differenz zwischen den Ø 50 mm und Ø 30 mm. Diese Differenz ziehen wir dann vom bekannten Radius 30 mm ab.
- Ø 50 mm – Ø 30 mm = Ø 20 mm
- Ø 20 mm : 2 = 10 mm
- 30 mm -10 mm = 20 mm
Das Maß der Gerade 2 beträgt somit 20 mm.
Sind uns in einem rechtwinkligen Dreieck zwei Seiten bekannt, ist die Grundlage zur Berechnung der dritten Seite gelegt. Die dritte Seite wird über den Satz des Pythagoras berechnet. Der Satz des Pythagoras lautet wie folgt:
c2 = a2 + b2
Was bedeutet dies für unser Dreieck?
Stellen wir unser Dreieck vergrößert dar:
- Die längste Seite in einem Dreieck ist die Hypotenuse und wird mit c bezeichnet.
- Die beiden anderen Seiten, die sogenannten Katheten werden im Gegenuhrzeigersinn mit a und b bezeichnet.
Für unser Dreieck bedeutet das:
- c = 30 mm
- a = 20 mm
- b = ?

Abb. 4.6: Rechtwinkliges Dreieck
Wir stellen somit unsere Formel nach der unbekannten Kathete b um.
Unsere Formel lautet dann:
b2 = c2 – a2
b2 = (30 mm)2 -(20 mm)2 = 900mm2 – 400 mm2 = 500 mm2
Um nun den Wert für b zu erhalten müssen wir aus b2 die Wurzel ziehen. Das Maß für b berechnet sich somit wie folgt: ![]()
Nun benötigen wir die Gerade 3 zur Berechnung unserer Koordinate. Gerade 3 berechnet sich aus dem Längenmaß 120 mm abzüglich des Radius 30 mm.
- 120 mm -30 mm = 90 mm
Wenn wir nun von Gerade 3 unsere berechnete Dreieckskathete b abziehen, erhalten wir die fehlende Koordinate für unser Werkstück. Die Berechnung für P1 lautet somit:
- P1 = 90 mm – 22.361 mm = 67.639
Somit haben wir unsere fehlende Koordinate berechnet. Können wir unser Werkstück nun anfertigen? Nein, eine unbekannte Koordinate ist in der technischen Zeichnung noch vorhanden. Analysieren Sie die technische Zeichnung noch einmal genau.

Abb. 4.7: Kreisanfangspunkt
Auch der Kreisanfangspunkt des Radius 12 ist nicht bekannt. Versuchen Sie nun selbst das Dreieck, das zum Anfertigen der Kontur notwendig ist, zu finden und zeichnen Sie es ein. Bestimmen Sie anschließend die gegebenen Seiten und führen Sie die Berechnung der Koordinate durch.
Hier noch eine Hilfestellung:
Wenn Sie alles richtig berechnet haben, lautet die Koordinate P2:
P2 = 39.266 mm
Alles richtig berechnet? Dann führen Sie bitte selbstständig das Erstellen des Einrichteblattes und die Arbeitsplanung durch.
Hier noch ein wichtiger Hinweis zur Auswahl der Werkzeuge:
Wichtig bei der Auswahl des Werkzeuges ist bei dieser Kontur, dass wir ein Drehwerkzeug auswählen, das genügend Platz zwischen Schneide und Formkontur beim Eintauchen zur Verfügung stellt. Das heißt, es muss für einen Hinterschnitt geeignet sein. Folgende Bilder sollen Ihnen dies noch einmal verdeutlichen.
Wird der Eckenwinkel und der Freiwinkel der Wendeschneidplatte zu groß gewählt, läuft das Werkzeug an die Kontur an und schabt den Werkstoff ab. Es entsteht ein Konturfehler.

Abb. 4.8: Werkzeugauswahl
Wenn wir einen geringeren Eckenwinkel und Freiwinkel wählen, bleibt genügend Platz zwischen Schneide und Kontur. Die Kontur wird richtig bearbeitet.

Abb. 4.9: Werkzeugauswahl
Das ist unbedingt bei der Auswahl der Werkzeuge zu beachten. Wir wählen für diese Übung einen Schruppstahl und einen Schlichtstahl mit jeweils 35°-Wendeschneidplatte. Natürlich müssen wir das bei der Schnitttiefe beim Abspanzyklus berücksichtigen, die wir geringer wählen, da diese Schneidplatte nicht ganz so stabil ist wie die Schneideplatten mit größerem Eckenwinkel.
Wir wählen folgendes Werkzeug aus:
- 35° (Grundform V) – Platte D (Freiwinkel 15°) Drehwerkzeug Außen Links – Schruppdrehwerkzeug T=”A_SCHRUPP_35_0.8″, Schneidenlage 3 HM-beschichtet.
- Schema:
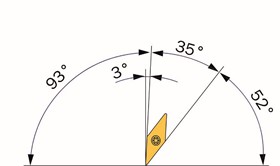
Abb. 4.10: Wendeschneidplatte
- 35° (Grundform V)- Platte D (Freiwinkel 15°) Drehwerkzeug Außen Links – Schlichtdrehwerkzeug T=”A_SCHLICHT_35_0.3″, Schneidenlage 3 HM-beschichtet.
- Schema: (vergleichen Sie dazu folgende Tabelle)
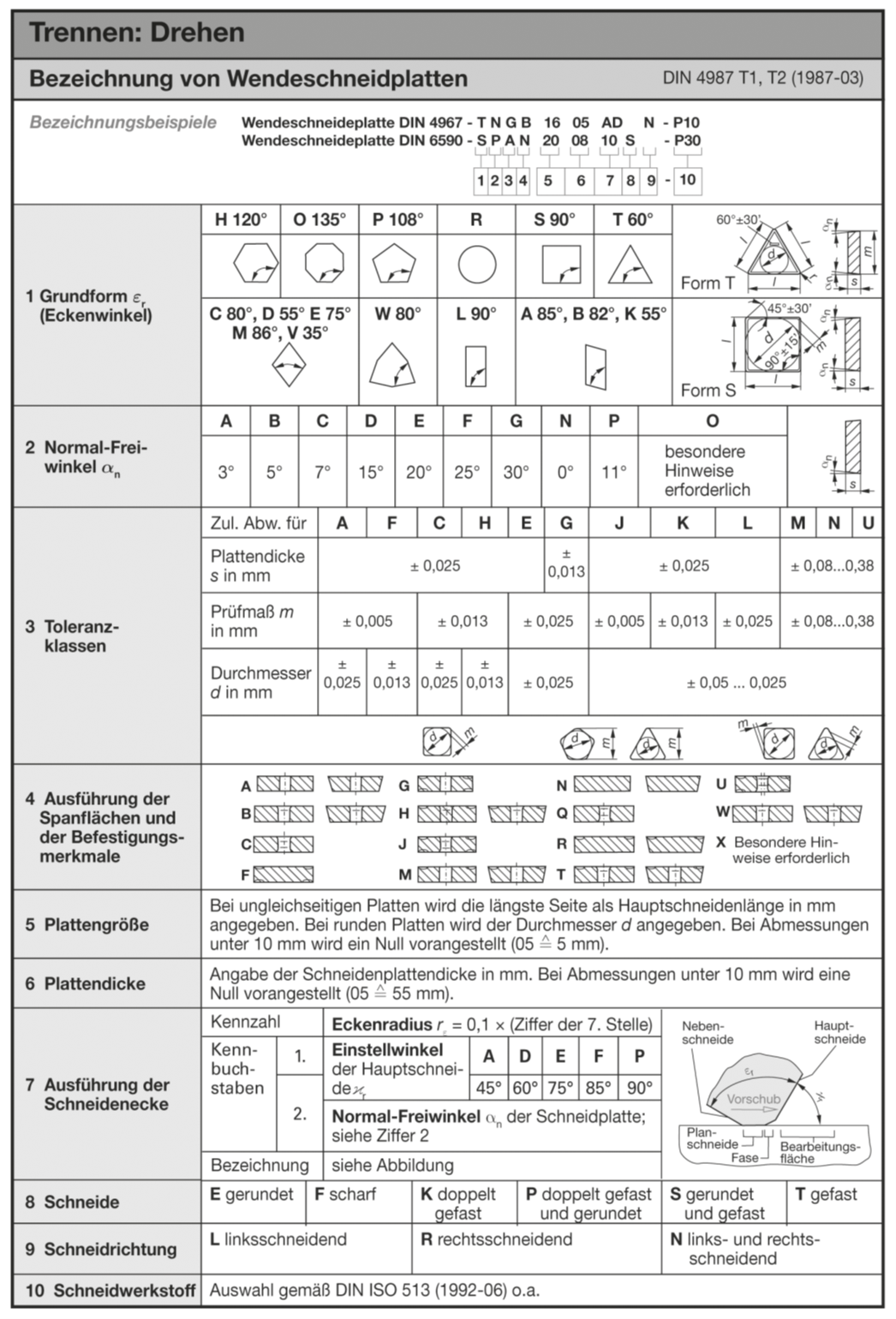
Tab 9.1 aus dem Anhang: Bezeichnung von Wendeschneidplatten
Zur Kontrolle können Sie sich hier die Lösung für den Arbeitsplan und das Einrichteblatt herunterladen.
Download Arbeitsplan Übung 12
Download Einrichteblatt Übung 12
Wenn Sie nun die Arbeitsplanung erfolgreich durchgeführt haben, dann lassen Sie uns jetzt zusammen die Fertigkontur im Unterprogramm FKA_UE12 erarbeiten.
Der erste Satz im Unterprogramm beinhaltet den Namen und den Inhalt des Unterprogrammes. Im zweiten Satz positionieren wir das Werkzeug im Eilgang auf den Sicherheitsabstand vor das Werkstück. In diesem Fall auf Z1 und in X37.
N10; Fertigkontur Außen Übung_12
N20 G0 X37 Z1
N30 G1 Z0
Im nächsten Satz fahren wir in linearer Vorschubbewegung auf unsere berechnete Koordinate P2, den Kreisanfang für Radius 12, in X39.266.
N40 G1 X39.266
Nun fertigen wir den Radius 12 an. Diese Kreisbewegung findet im Gegenuhrzeigersinn statt, deshalb programmieren wir G3. Der Endpunkt des Kreises befindet sich bei X 50 Z-10 und der Radius beträgt 12 mm. Unser nächster Satz lautet also:
N50 G3 X50 Z-10 CR=12
Anschließend fahren wir wieder in einer linearen Vorschubbewegung auf Z-25.
N60 G1 Z-25
Das nächste Konturelement stellt wieder einen Kreis dar. Auch hier sind alle Koordinaten gegeben, um diesen programmieren zu können. Die Kreisbewegung findet wieder im Gegenuhrzeigersinn G3 statt, der Endpunkt des Kreises befindet sich in X50 und Z-55 und der Radius beträgt 30 mm. Wir programmieren für diese Kreisbewegung:
N70 G3 X50 Z-55 CR=30
Nun fahren wir mit G1 auf unsere nächste berechnete Koordinate, P2. Hier kommt nun die Funktion RND zum Einsatz. Die RND-Funktion bietet, wie bereits angesprochen, den tangentialen Anschluss bzw. den tangentialen Übergang zwischen Linear- oder Kreiskonturen. Programmiert wird diese Funktion folgendermaßen. Wir geben die Zielkoordinate der folgenden Koordinate an und fügen zusätzlich in diesem Satz den Befehl RND= mit dem Wert der Verrundung an.
Da hier ein tangentialer Übergang von der Geraden über Radius 5 übergehend in Radius 30 vorliegt, können wir im gleichen Satz der Linearbewegung den RND-Befehl programmieren. Da die Steuerung eine Vorausberechnung durchführt, berechnet sie die fehlenden Koordinaten (z.B. den Kreisanfangs- bzw. Kreisendpunkt) automatisch, was für uns eine enorme Erleichterung darstellt. Unser Satz lautet demnach:
N80 G1 Z-67.639 RND=5
Im Anschluss an diesen Satz folgt nun die Kreisbewegung mit Radius 30 mm. Die Kreisbewegung findet im Uhrzeigersinn statt. Wir programmieren also G2. Der Endpunkt des Kreises liegt in X90 (Ø 30 mm + 2 x Radius 30 mm), in Z-120 und der Radius beträgt 30 mm. Wir programmieren:
N90 G2 X90 Z-120 CR=30
Der nächste Satz findet wieder in linearer Vorschubbewegung statt. Auch hier können wir den RND Befehl einsetzen. Wir fahren in X auf Ø 100 und fügen gleich die Verrundung mit R2 an. Dieser Satz lautet:
N100 G1 X100 RND=2
Da im Anschluss an eine Bewegung, die den Befehl RND beinhaltet, eine weitere Bewegung im Vorschub folgen muss, fahren wir im nächsten Satz in der Z-Achse auf -125 mm. Anschließend heben wir auf den Sicherheitsabstand in Vorschubbewegung ab und beenden das Unterprogramm mit M17.
N110 G1 Z-125
N120 G1 X102
N130 M17
Zusammenfassend sieht unser Unterprogramm FKA_UE12 folgendermaßen aus:
N10; Fertigkontur Aussen Übung_12
N20 G0 X37 Z1
N30 G1 Z0
N40 G1 X39.266
N50 G3 X50 Z-10 CR=12
N60 G1 Z-25
N70 G3 X50 Z-55 CR=30
N80 G1 Z-67.639 RND=5
N90 G2 X90 Z-120 CR=30
N100 G1 X100 RND=2
N110 G1 Z-125
N120 G1 X102
N130 M17
Programmieren Sie nun das Hauptprogramm selbstständig und lassen Sie es anschließend in SinuTrain simulieren und korrigieren Sie etwaige Fehler selbstständig. Viel Spaß!
Lösungen Übung 12
Download Lösung Hauptprogramm Übung 12
Download Lösung Unterprogramm FKA Übung 12
Haben Sie die Übung_12 fertig simuliert? Ist Ihnen ein Fehler aufgefallen? Nein, dann haben Sie alles richtig gemacht.
Hier zur Kontrolle das Simulationsbild:

Abb. 4.11: Simulationsbild Übung_12
Herzlichen Glückwunsch, wieder haben Sie einen wichtigen Schritt bewältigt, der Ihre Kenntnisse gefestigt und erweitert hat.
Zusammenfassung
Zusätzlich zur Kreisprogrammierung nach DIN 66025 bietet die Siemens Sinumerik noch mehrere, komfortablere Möglichkeiten, Kreiskonturen anzufertigen.
Zusätzliche Kreisprogrammierungen sind:
- Kreisprogrammierung mit Endpunkt und Radiusangabe
- Kreisprogrammierung mit Endpunkt und Öffnungswinkel
- Kreisprogrammierung mit Mittelpunkt und Öffnungswinkel
Die gängigste Kreisprogrammierung ist die mit Endpunkt und Radiusangabe.
Der RND Befehl ermöglicht den tangentialen Übergang zwischen zwei Konturelementen (Linear- oder Kreiskonturen) sehr komfortabel und unkompliziert zu programmieren.
Übungen
Die Übungen dienen der Festigung und Vertiefung Ihrer bereits erworbenen Kenntnisse.
1. Wann wird ein Unterprogramm sinnvoll eingesetzt?
2. Wie ist die Vorgehensweise beim Anfertigen eines Drehteils mit Abspanzyklus mit Unterprogrammtechnik?
3. Welche Vorteile bietet der Abspanzyklus?
4. Was für eine Programmiertechnik beim Abspanzyklus gibt es noch außer die Programmiertechnik mit Unterprogramm? Nennen Sie auch die Vor- und Nachteile dieser Programmiertechnik.
5. Programmieren Sie Übung_10 so um, dass die Fertigkontur nicht in einem Unterprogramm programmiert ist, sondern im Hauptprogramm mit Sprungmarken (Labels). Erstellen Sie hierfür ein neues Hauptprogramm im Werkstückordner Übung 10 mit dem Namen Übung 10_Labels. Verwenden Sie das Einrichteblatt von Übung_10 und erstellen Sie nun einen neuen Arbeitsplan.
Download Arbeitsplan Übung 5
Download Lösung Übung 5
6. Programmieren Sie folgenden Kegelbolzen:
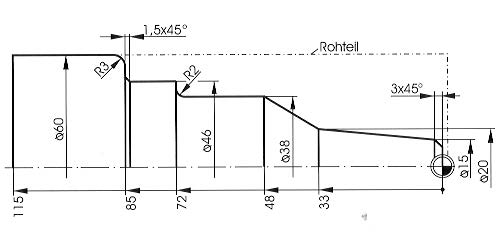
Abb. 4.12: Kegelbolzen
Maschinenauswahl in SinuTrain: Drehmaschine mit angetriebenem Werkzeug
Werkstoff: Aluminium Legierung
Das Rohteil hat folgende Abmaße: Ø 60 mm × 116 mm
Die linke Seite ist bereits fertig plangedreht und entgratet.
Das Werkstück ist vorzuschruppen und fertigzudrehen.
Die Vorbearbeitung erfolgt mit dem Abspanzyklus und der dementsprechenden Aktivierung der Kontur.
Die Fertigkontur ist im Hauptprogramm mit Labels zu programmieren.
Führen Sie selbstständig die Arbeitsplanung durch.
Legen Sie einen Werkstückordner mit dem Namen WIEDERHOLAUFGABEN_LB3 an. In diesem Werkstückordner generieren Sie ein Hauptprogramm mit dem Namen WIEDERHOLAUFGABE6.
Download Arbeitsplan Übung 6
Download Einrichteblatt Übung 6
Download Lösung Übung 6