Innenbearbeitung beim CNC-Drehen – Teil 3
Innenbearbeitung mit CYCLE95
Auch die Schruppbearbeitung für Innenkonturen programmieren wir mit einem entsprechenden Abspanzyklus CYCLE95. Für alle Steuerungen gilt, dass die Herstellerzyklen grundsätzlich für Außen- und Innenbearbeitung eingesetzt werden. Die notwendige Zustellrichtung für die Schnittaufteilung erkennt die Steuerung aufgrund des Vergleichs von Anstelldurchmesser und Zieldurchmesser.
Beim Außenschruppen stellen Sie das Werkzeug auf den Rohteil- Durchmesser z. B. 70 mm an. Der Ziel- Durchmesser ist z. B. 40 mm, also ein kleinerer Durchmesser. Kleinerer Durchmesser bedeutet Zustellung in negativer Richtung in der X-Achse. Für das Innenschruppen ist der Startdurchmesser der vorhandene Bohrungsdurchmesser, bei unserer Übung also Ø 30 mm. Der End-Durchmesser ist Ø 63 mm.
Der Zieldurchmesser ist ein größerer Durchmesser. Ein größerer Durchmesser bedeutet Zustellung in positiver Richtung in der X-Achse. Die Fase von 1.5 × 45° an Ø 63 mm ist ebenfalls mit in die Vorbearbeitung einzuschließen.
Bei der Innenbearbeitung legen wir beim Vordrehen ebenfalls ein Schlichtaufmaß fest. Das Schlichtaufmaß soll in X-Richtung 1 mm und in Z- Richtung 0,5 mm betragen. Auch die anderen Technologiewerte wählen wir, wie bei der Außenbearbeitung gelernt, aus Abb. 7.14 „Schnittdaten Drehen“ im Anhang aus.
Führen Sie diese Auswahl bitte selbstständig aus, wir haben hierin bereits Routine.
Schlichten der Innenkontur, Fertigkontur in Unterprogramm FKI_UE14 beschrieben.
Beim Schlichten der Innenkontur verfahren wir ebenfalls wie bei der Herstellung einer Außenkontur. Wir legen ein Unterprogramm im Werkstückordner für Übung 14 an. Das Unterprogramm soll FKI_UE14 heißen. FK steht für Fertigkontur, I steht für Innen, _ dient der besseren Übersicht und UE14 ist die Abkürzung für Übung 14. Suchen Sie auch hier selbstständig die Technologiewerte für die Schlichtbearbeitung der Innenkontur aus.
Qualitätskontrolle
Als letzten Arbeitsschritt führen wir die Qualitätskontrolle durch. Wir messen das komplette Werkstück durch und vergleichen die Maße mit der technischen Zeichnung. Gegebenenfalls müssen wir bei fehlerhaften Maßen oder Arbeitsabläufen Korrekturen durchführen.
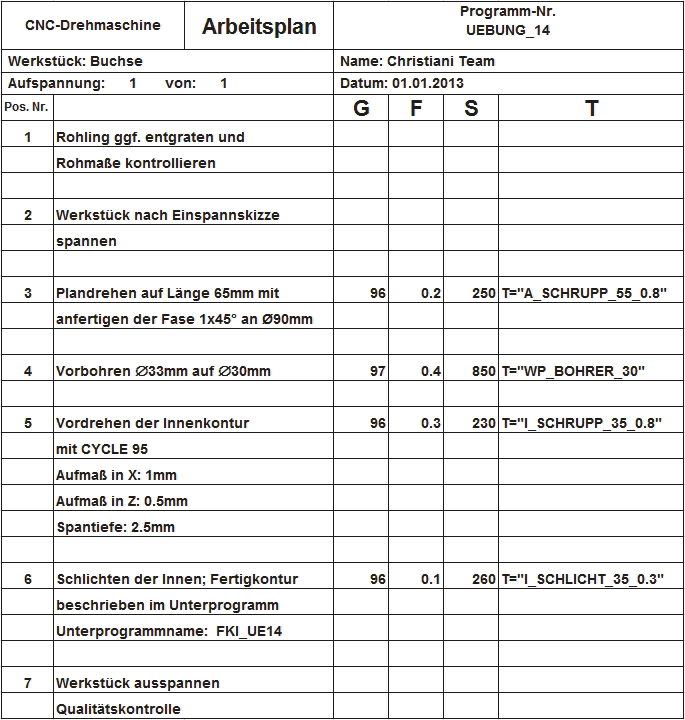
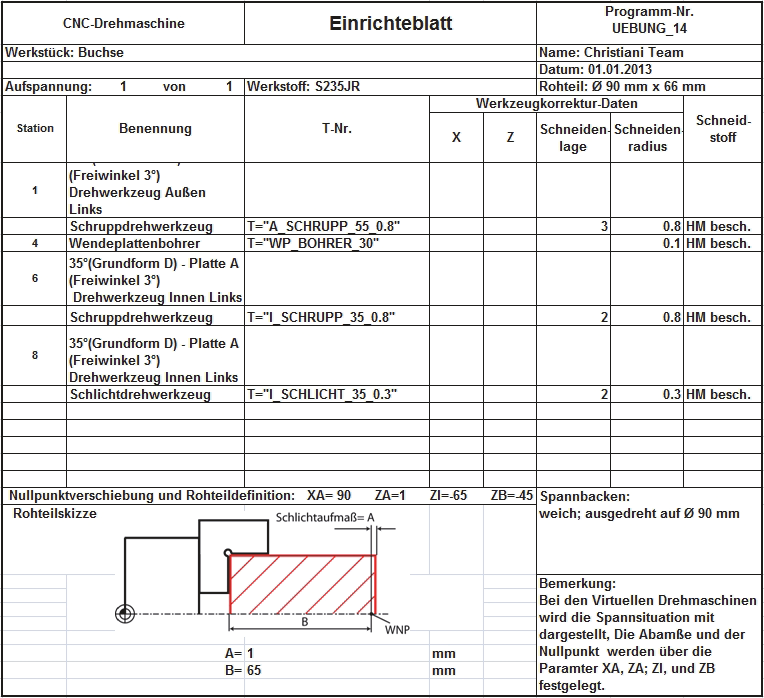
Übertragen Sie nun diese Ausarbeitungen in Ihre Vorlage für den Arbeitsplan.
Lösungsvorschläge für Einrichteblatt und Arbeitsplan können Sie sich hier ansehen. (Klicken zum vergrößern.)
Lassen Sie uns nun, bevor wir gemeinsam diese Übungsaufgabe programmieren, anhand unseres Einrichteblattes die Werkzeuge ins Werkzeugmagazin unserer Simulationssoftware SinuTrain rüsten.
Starten Sie hierfür das Programm SinuTrain und wählen Sie folgende Maschine aus: DEMO-Drehmaschine. Wenn die ausgewählte Maschinenkonfiguration vollständig geladen ist, befinden wir uns im Bedienbereich der Maschine.
Hier betätigen Sie den SoftkeY ![]() auf der horizontalen Softkeyleiste und
auf der horizontalen Softkeyleiste und
anschließend den Softkey ![]() auf der vertikalen Softkeyleiste.
auf der vertikalen Softkeyleiste.
Geben Sie nun nach folgender Abbildung die Werkzeuge in die Werkzeugliste des Werkzeugspeichers der DEMO-Drehmaschine in SinuTrain ein:

Abb. 1.9: Werkzeugliste Übung 14 Buchse
Die folgenden Besonderheiten sollten Sie beim Anlegen der Werkzeuge unbedingt beachten:
Die Werkzeugnamen für die Innen-Drehwerkzeuge sind folgendermaßen definiert:
- A oder I steht für Außenbearbeitung oder Innenbearbeitung
- SCHRUPP oder SCHLICHT steht für Schruppwerkzeug oder
- Schlichtwerkzeug
- 55 steht für den Winkel der Wendeschneidplatte
- 8 steht für den Schneidenradius
Beim Bohrer auf Platz 4 sind folgende Angaben von Bedeutung:
- WP bedeutet Wendeplatten
- 30 gibt den Bohrdurchmesser an
Wir haben über den Softkey „Neues Werkzeug“ in der Favoritenliste einen Drehbohrer ausgewählt. Dieses Werkzeug simuliert den Wendeplattenbohrer am Achten Sie bei der Auswahl des Werkzeuges auf die entsprechende Schneidenlage, welche auch in Abb. 1.9 ersichtlich ist.

Abb. 1.10: Auswahl Werkzeug Drehbohrer
Die Korrekturwerte für die Längen X und Z sind Erfahrungswerte aus der In der täglichen, praktischen Arbeit werden hier natürlich die Korrekturwerte, welche über das Werkzeugvoreinstellgerät ermittelt wurden, eingetragen.
Bei den Drehwerkzeugen sowie beim Drehbohrer (WP_BOHRER_30) müssen wir die Drehrichtung M4
 und bei herkömmlichen Spiralbohrern die Drehrichtung M3
und bei herkömmlichen Spiralbohrern die Drehrichtung M3 anwählen. Dies geschieht in der Spalte mit dem Symbol
anwählen. Dies geschieht in der Spalte mit dem Symbol  . Die Umschaltung erfolgt mit der Select-Taste
. Die Umschaltung erfolgt mit der Select-Taste  , welche Sie auf der Maschinensteuertafel finden, oder durch anklicken des enstsprechenden Auswahlkästchens mit der Maus.
, welche Sie auf der Maschinensteuertafel finden, oder durch anklicken des enstsprechenden Auswahlkästchens mit der Maus.Bei allen Werkzeugen müssen wir das Kühlmittel, wir bearbeiten S235JR, anwählen. Dies geschieht in der Spalte mit dem Symbol
 . Das Ein- bzw. Ausschalten erfolgt ebenfalls mit der Select-Taste , welche Sie auf der Maschinensteuertafel finden, oder durch anklicken des enstsprechenden Auswahlkästchens mit der Maus.
. Das Ein- bzw. Ausschalten erfolgt ebenfalls mit der Select-Taste , welche Sie auf der Maschinensteuertafel finden, oder durch anklicken des enstsprechenden Auswahlkästchens mit der Maus.
Lassen Sie uns nun, nachdem wir die Arbeitsplanung komplett abgeschlossen und die Werkzeugliste in unserer virtuellen Maschine angelegt haben, das Drehteil programmieren.
Legen Sie dazu einen Werkstückordner im „Grundmenü“ unter Programme mit dem Namen UEBUNG_14 und ein gleichnamiges Hauptprogramm an. Als erstes programmieren wir unser Rohteil mit den entsprechenden Rohteilangaben aus der Arbeitsplanung. Hier nochmals zur Wiederholung die Vorgehensweise. Betätigen Sie im Programmeditor auf der horizontalen Softkeyleiste den Softkey ![]()
Anschließend betätigen wir auf der vertikalen softkeyleisten den Softkey ![]()
In der nun aufgerufenen Eingabemaske geben Sie die bereits in der Arbeitsplanung erarbeiteten Werte für unser Rohteil ein. Diese sind:
XA=90 ZA=1 ZI=-65 ZB=-45
Den restlichen Programmkopf übernehmen wir von den vorherigen Übungsaufgaben und ändern nur Datum und Werkstückbezeichnung um. Der programmierte Programmkopf sieht folgendermaßen aus:
N10 WORKPIECE(,,,”CYLINDER”,192,1,-65,-45,90)
N20 ;Übung 14
N30 ;041109 Christiani Team
N40 WWP
N50 G54 G90 G26 S3000
N60 ; Plandrehen auf Länge 65mm
N70 T=“A_SCHRUPP_55_0.8“
N80 M6
N90 G96 S250 F0.2 M4 M8
Nachdem wir nun das Werkzeug eingewechselt haben, wählen wir die Drehzahl, den Vorschub, die Drehrichtung an und schalten das Kühlschmiermittel ein. Da wir normalen Stahl bearbeiten, wird Kühlmittel benötigt. Nun positionieren wir das Werkzeug auf Z0 und in X auf 92 mm. Danach führen wir den Planschnitt von 1 mm durch.
N100 G0 X92 Z0
N110 G1 X-1.6
Ist dieser Vorgang abgeschlossen, fahren wir in Z auf den Sicherheitsabstand. Anschließend positionieren wir das Werkzeug so, dass wir die Fase an Ø 90 mm anfertigen können.
N120 G1 Z1
N130 G0 X85
Nun fertigen wir die Fase an. Zuvor müssen wir noch die Schneidenradiuskompensation mit G42 anwählen. Die Abwahl Schneidenradiuskompensation nach Anfertigung der Fase erfolgt in unserem Programm zur Anfahrt des Werkzeugwechselpunktes WWP, dies müssen wir also nicht mehr im Hauptprogramm programmieren. Anschließend fahren wir den Werkzeugwechselpunkt mit dem Unterprogramm WWP, welches wir später programmieren, an. Beachten Sie, dass wir beim Anfertigen der Fase im Vorschub auf Ø 92 mm und in Z auf -2.5 mm weiterfahren, da wir im Anschluss an die Fase keine weitere Kontur anfertigen müssen (Ø 90 mm ist schon fertig). Wir stehen also um den Sicherheitsabstand außerhalb des Werkstückes.
N140 G42
N150 G1 X92 Z-2.5
N160 WWP
N170 ; Vorbohren Durchmesser 33 mm auf Durchmesser 30 mm mit Wendeplattenbohrer
Anschließend wechseln wir den Wendeplattenbohrer mit Ø 30 mm ein und programmieren die Technologiedaten. Wir achten darauf, dass das Bohren mit konstanter Drehzahl, also G97, durchgeführt wird und anhand der Schneidengeometrie Spindelrechtslauf, also M3, programmiert werden muss. Übernehmen Sie die Technologiewerte aus unserem Arbeitsplan bzw. Einrichteblatt. Weiterhin muss das Kühlschmiermittel angewählt werden.
N180 T=”WP_BOHRER_30″
N190 M6
N200 G97 S850 F0.15 M4 M8
Jetzt wählen wir für die Bohrbearbeitung notwendige Bearbeitungsebene G17 an und positionieren unser Bohrwerkzeug auf X0 und in Z auf Sicherheitsabstand 2 mm. Bevor wir nun den entsprechenden Bohrzyklus programmieren, erläutere ich Ihnen zuerst einmal die verschiedenen Bohrzyklen, die uns die Siemens Sinumerik 840D bietet, in der folgenden Video-Präsentation.