Tipps und Tricks für das Drehen mit Siemens Sinumerik – Teil 2
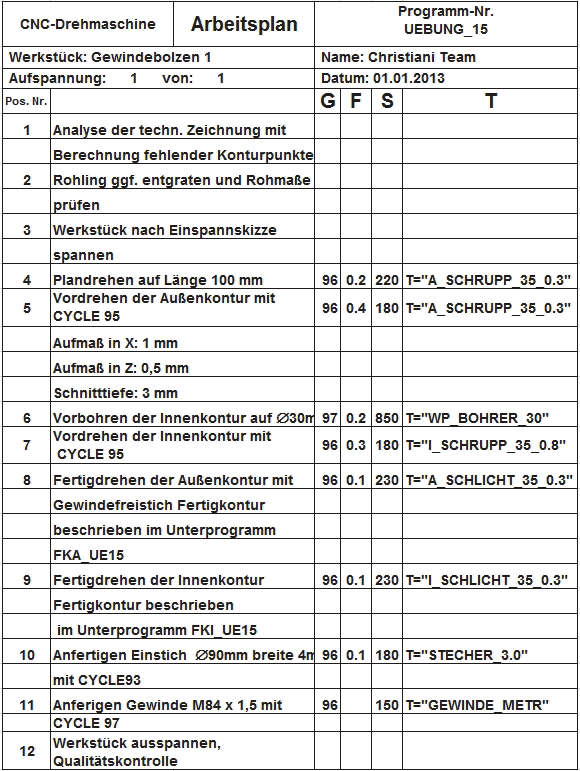
Wir haben nun alle Besonderheiten und unbekannten Elemente unseres Werkstückes analysiert und besprochen, lassen Sie uns deshalb mit der nächsten Position des Arbeitsplanes fortfahren.
Der zweite Arbeitsschritt ist die Qualitätskontrolle mit der Maßnahme Rohteilmaße prüfen.
Wir spannen das Werkstück gemäß Einrichteblatt.
Nun führen wir das Plandrehen auf Maß 100 mm durch. Wählen Sie das Werkzeug so- wie die Schnittdaten für den Gusswerkstoff selbstständig aus bekannter Tabelle aus.
Hier führen wir die Vorbearbeitung der Außenkontur durch. Das Vorschruppen der Kontur erfolgt mit dem Abspanzyklus CYCLE952. Die Technologiedaten und das Werkzeug wählen Sie bitte selbstständig aus. Beachten Sie aber bei der Auswahl der Werkzeuge die Hinterschnitte beim Gewindefreistich DIN 76-A und bei der 30°-Schräge von Ø 110 mm auf Ø 100 mm.
Hier führen wir das Vorbohren der Innenkontur mit einem Wendeplattenbohrer Ø 30 mm durch. Das Vorbohren erfolgt mit dem Bohrzyklus CYCLE82. Die Technologiedaten und das Werkzeug wählen Sie bitte selbstständig aus.
Hier führen wir die Vorbearbeitung der Innenkontur durch. Das Vorschruppen der Innenkontur erfolgt mit dem Abspanzyklus CYCLE95. Die Technologiedaten und das Werkzeug wählen Sie bitte selbstständig aus.
Hier führen wir die Fertigbearbeitung der Aussenkontur durch. Die Fertigkontur wird in einem Unterprogramm programmiert. Die Bezeichnung des Unterprogrammes lautet: FKA_UE15. Beachten Sie, dass wir hier, wie bereits besprochen, den Gewindefreistich mit programmieren. Auch hier wählen Sie die Technologiedaten und das Werkzeug bitte selbstständig aus.
Hier führen wir die Fertigbearbeitung der Innenkontur durch. Die Fertigkontur wird in einem Unterprogramm programmiert. Die Bezeichnung des Unterprogrammes lautet: FKI_UE15. Beachten Sie hier, dass wir das Passmaß, wie bereits berechnet, auf Mitte Toleranz programmieren. Auch hier wählen Sie die Technologiedaten und das Werkzeug bitte selbstständig aus.
Bei diesem Arbeitsschritt fertigen wir den Einstich an. Für das Anfertigen des Einstiches verwenden wir den Herstellerzyklus CYCLE930.
Im vorletzten Arbeitsschritt fertigen wir das Außengewinde M84 x 1.5 an. Dieses Gewinde stellen wir mit dem Gewindedrehzyklus CYCLE99 an. Technologiedaten, Werkzeugauswahl und die Parametrierung des Gewindedrehzyklus bestimmen Sie selbstständig.
Im letzten Arbeitsschritt spannen wir das Werkstück aus und führen die Qualitätskontrolle durch.
Nachdem wir nun den Arbeitsplan zusammen ausgearbeitet haben, können Sie die Arbeitsschritte in die Vorlage des Arbeitsplanes übertragen.
Die Vorlage und einen Lösungsvorschlag stellen wir Ihnen hier zur Verfügung:

Wie bereits besprochen, werden Sie das Hauptprogramm UEBUNG_15 programmieren. Deshalb fahren wir nun mit der Programmierung der Fertigkonturen Innen und Außen fort. Lassen Sie uns mit der Außenkontur beginnen. Der Name des Unterprogramms lautet FKA_UE15.
Der Erste Satz des Unterprogramms der Fertigkontur ist ein Kommentar mit der Beschreibung des Inhaltes des Unterprogramms.
Wir programmieren:
N10; Fertigkontur Außen Uebung_15
In den nächsten beiden Sätzen positionieren wir das Werkzeug und fertigen die Fase an. Wir verfahren vom Werkzeugwechselpunkt im Eilgang auf die Position, von der aus wir im folgenden Satz die Fase anfertigen können. Anschließend verfahren wir in geradliniger Vorschubbewegung auf den ersten Konturpunkt. Diese beiden Sätze lauten dann:
N20 G0 X78 Z1
N30 G1 X84 Z-2
Als Nächstes fahren wir in geradliniger Vorschubbewegung auf den Anfangspunkt unseres Gewindefreistiches. Den Anfangspunkt haben wir bereits in der Erstellung des Arbeitsplanes berechnet. Der berechnete Punkt P5 beträgt 14.8 mm. Wir fahren also in Z auf -14.8.
N40 G1 Z-14.8
Im folgenden Programmsatz stellen wir die 30°-Schräge unseres Gewindefreistiches her. Wie uns aus Lehrbrief 3 bekannt ist, könnten wir mit den bekannten Angaben
(Winkel 30° und Ø dg = 82.7 mm) den fehlenden Konturpunkt in der Z-Achse über die Winkelfunktionen im Dreieck berechnen. Wie aber bereits schon in der Arbeitsplanung und in der Einführung erwähnt, bietet Siemens die Möglichkeit Zielkoordinaten auch mit einer Winkelangabe zu definieren. Bevor wir dies erarbeiten ist es aber noch wichtig, die Grundlagen der Winkelangaben in der CNC-Technik zu kennen.
Nachdem wir nun wissen, wie die Winkelangabe in der CNC-Technik bestimmt wer- den, lassen Sie uns unsere zu fertigende Schräge am Gewindefreistich DIN 76-A noch einmal genauer betrachten:
Lassen Sie uns an diesem Beispiel ableiten, wie die Zielkoordinate P6 vollständig bestimmt ist:
Laut unseren Berechnungen kennen wir zu dem den zu fertigenden Durchmesser dg = 81,7 mm.
der Winkel von 30° ist durch die Norm bekannt (siehe Grafik) und
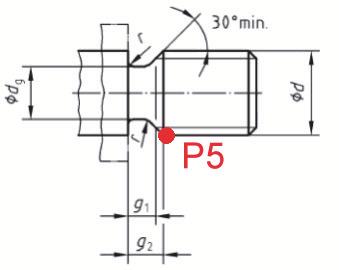
Abb. 3.7: Gewindefreistich nach DIN 76 Form A
der Radius r = 0.8 mm ergibt sich aus der Wendeschneidplatte, die wir ausgewählt haben (hier ist natürlich Vorraussetzung, dass Sie in der Arbeitsplanung auch eine Wendeschneidplatte mit r = 8 mm ausgewählt haben.)
Wie verpacken wir aber nun diese ganzen Informationen in unseren G-Befehl. Analysieren wir, wie immer, die Bewegung von Anfang an. Wir fahren in geradliniger Bewegung, also G1, auf Durchmesser X 81,7 mm. Die Winkelangabe definieren wir bei der Siemens 840D mit der Adresse ANG = (engl.: Angel = Winkel). Die Winkelangabe muss laut gelernter Grundlage folgendermaßen berechnet werden: 180° + 30° = 210°

Abb. 3.8: Winkelzusammensetzung
Der vollständige Programmsatz heißt demnach:
N50 G1 X81.7 ANG= 210
Eine Besonderheit will ich an dieser Stelle nochmals erwähnen. Wenn wir eine Wendeschneidplatte mit kleinerem Radius als 0.8 mm gewählt haben, müssen wir den Radius natürlich mit programmieren. Dies kann mit der RND-Adresse erfolgen. Dies erspart uns ebenfalls komplizierte Rechenarbeit. Unser Programmsatz würde in diesem Fall wie folgt lauten:
N50 G1 X81.7 ANG=210 RND= 0.8
Der nächste Arbeitsschritt ist das Anfertigen der Länge 20 mm mit Radius 0.8 mm. Auch hier gilt, wie vorher bemerkt, welche Wendeschneidplatte wir gewählt haben. Wir fahren in unserem Beispiel mit der Wendeschneidplatte mit 0.8 mm Radius fort und müssen somit den Radius nicht mit programmieren.
N60 G1 Z-20
Als nächstes stellen wir den Ø 100 mm her. Hier fertigen wir mit der RND-Funktion gleich den Radius 2 mm mit an.
N70 G1 X100 RND=2
Nun folgt die Programmierung der Länge 30 mm in geradliniger Vorschubbewegung.
N80 G1 Z-30 RND=5
Im nächsten Arbeitsschritt können wir die Winkelangabe mit der ANG-Funktion wieder effizient anwenden und uns Rechenarbeit ersparen. Nochmals zeige ich Ihnen die Ermittlung des Winkels für die Winkelangabe.

Abb. 4.10: Gewindefreistich DIN 76 Form A – Radiusangabe
Die zu programmierende Winkelangabe berechnet sich somit wie folgt:
ANG = 180°-30° = 150°
Da der Durchmesser 110 mm gegeben ist, ist diese Koordinate wiederum vollständig bestimmt. Wir programmieren also eine Geradlinige Vorschubbewegung mit G1 und fahren im Winkel von 30° von Ø 100 mm auf Ø 110 mm. Anschließend programmieren wir gleich die Bearbeitung der Länge 50 mm.

Abb. 3.9: Winkelzusammensetzung
N90 G1 X110 ANG=150
N100 G1 Z-50
Als Nächstes fahren wir wieder in geradliniger Vorschubbewegung im Winkel von 30° auf Ø 100 mm. Die Berechnung der Winkelangabe wird genauso wie bei der Herstellung des Gewindefreistiches durchgeführt, also: ANG = 180° + 30° = 210° . Direkt im Anschluss fertigen wir die Länge 70 mm an. Wir programmieren also:
N110 G1 X100 ANG=210
N120 G1 Z-70
Als letzten Arbeitsschritt programmieren wir die 45°-Schräge, die auf Ø 120 mm führt. Um uns einen Arbeitsschritt zu ersparen, fahren wir an dieser Stelle nicht auf Ø 120 mm sondern gleich auf Ø 122 mm. Dadurch befinden wir uns gleich auf dem Sicherheitsabstand und können im Hauptprogramm sicher auf die nächste erforderliche Position im Eilgang fahren. Im letzten Satz beenden wir das Unterprogramm mit M17.
N130 G1 X122 ANG=135
N140 M17
Fassen wir an dieser Stelle das komplette Unterprogramm FKA_UE15 zusammen:
N10; Fertigkontur Außen Uebung_15
N20 G0 X78 Z1
N30 G1 X84 Z-2
N40 G1 Z-14.8
N50 G1 X81.7 ANG= 210 oder N50 G1 X81.7 ANG=210 RND= 0.8
N60 G1 Z-20
N70 G1 X100 RND=2
N80 G1 Z-30 RND=5
N90 G1 X110 ANG=150
N100 G1 Z-50
N110 G1 X100 ANG=210
N120 G1 Z-70
N130 G1 X122 ANG=135
N140 M17
Als nächsten Schritt werden wir, wie besprochen, die Innenkontur im Unterprogramm FKI_UE15 zusammen programmieren.
Der Erste Satz des Unterprogramms der Fertigkontur ist auch hier ein Kommentar mit der Beschreibung des Inhaltes des Unterprogramms.
In den folgenden Sätzen positionieren wir das Innendrehwerkzeug und fertigen die Fase an. Wir verfahren vom Werkzeugwechselpunkt im Eilgang auf die Position, von der aus wir im folgenden Satz die Fase anfertigen können. Anschließend verfahren wir in geradliniger Vorschubbewegung auf den ersten Konturpunkt, hier das Passmaß 65H7. Wir müssen beim Programmieren dieses Passmaßes, wie gelernt und berechnet, beachten, dass wir auf Mitte Toleranz programmieren.
N10; Fertigkontur Innen Uebung_15
N20 G0 X69 Z1
N30 G1 X65.015 Z-1
Anschließend fertigen wir die Länge 30 mm an.
N40 G1 Z-30
Nun fertigen wir die 30°-Schräge an. Wir fahren in geradliniger Vorschubbewegung im Winkel von 30° auf Ø 70 mm. Die Winkelangabe wird wie folgt berechnet: ANG = 180°-30° = 150°.
N50 G1 X70 ANG=150
Als Nächstes fertigen wir die Länge 40 mm an und programmieren über die RND- Funktion gleich den Radius R2 mit.
N60 G1 Z-40 RND=2
Als Letztes bearbeiten wir die Grundfläche der Innenkontur. Wir fahren über die Mitte, also in X auf -1.6 mm, um eine saubere Grundfläche zu erhalten und beenden unser Unterprogramm mit M17.
N70 G1 X29
N80 M17
Auch hier fassen wir das komplette Unterprogramm FKI_UE15 zusammen:
N10; Fertigkontur Innen Uebung_15
N20 G0 X69 Z1
N30 G1 X65.015 Z-1
N40 G1 Z-30
N50 G1 X70 ANG=150
N60 G1 Z-40 RND=2
N70 G1 X-1.6
N80 M17
Nachdem wir nun die Fertigkonturen für die Außenkontur und für die Innenkontur fertig programmiert haben, programmieren Sie nun das Hauptprogramm selbstständig und simulieren das komplette Programm in unserer virtuellen Maschine. Einen Lösungsvorschlag finden Sie im Anhang dieses Lehrbriefes. Als schnelle Kontrolle wieder ein Bild der fertigen Simulation. Wenn Sie alles richtig durchgeführt und simuliert haben, sieht das Drehteil von Uebung_15 folgendermaßen aus:

Abb. 3.10: Fertiges Werkstück Übung 15 Gewindebolzen Seitenansicht

Abb. 3.11: Fertiges Werkstück Übung 15 Gewindebolzen Seitenansicht Halbschnitt
Zusammenfassung
Grenzabmaße für Passungen werden nach den genormten Tabellen Einheitsbohrung und Einheitswelle ausgesucht.
Passmaße werden immer Mitte Toleranz gefertigt.
Winkelangaben werden auch mit dem CNC-Befehl ANG angefertigt.
Winkelangaben gegen den Uhrzeigersinn (bezogen auf Z-Achse = 0°) wer- den positiv angegeben. Winkelangaben im Uhrzeigersinn werden negativ angegeben.
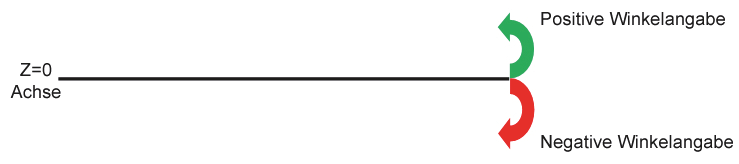
Abb. 3.12: Winkelangaben
Gewindefreistiche nach DIN 76 sind nur von einer Gewindegröße von M3 bis M68 mit dem Herstellerzyklus CYCLE940 möglich. Außerhalb dieser Gewindegrößen muss der Gewindefreistich frei programmiert werden.
Abmaße für Gewindefreistiche nach DIN 76 werden aus den genormten Tabellen herausgesucht.
Hier stellen wir Ihnen die Lösungsvorschläge des CNC-Programmes zum Download zur Verfügung:
Download Lösung Hauptprogramm Übung 15
Download Lösung Unterprogramm FKA Übung 15
Download Lösung Unterprogramm FKI Übung 15