Zentrieren, Bohren, Gewindeschneiden mit Siemens Sinumerik – Teil 2
Arbeitsplanung
So, genug der Analyse der technischen Zeichnung von Übungsaufgabe 19. Mit diesen wertvollen Informationen können wir nun mit der Arbeitsplanung beginnen. Widmen wir uns zuerst dem Einrichteblatt.
Beginnen wir mit der Auswahl der Werkzeuge. Wie in der Aufgabenbeschreibung festgelegt, werden wir die Außenkontur mit einem Eckfräser Ø 80 mm mit Hartmetall-Wendeschneidplatten vorbearbeiten (Schruppfräser). Die Fertigbearbeitung erfolgt ebenfalls mit einem Eckfräser mit Hartmetall-Wendeschneidplatten (Schlichtfräser) Ø 80 mm aus Hartmetall. Zur besseren Vorstellung sehen Sie zwei mögliche Ausführungen solcher Eckfräser und einer Wendeschneidplatte, mit welchen ein Eckfräser bestückt sein kann, dargestellt:
a)

b)

c)

Abb. 3.4:
- Eckfräser 1
- Eckfräser 2
- Wendeschneidplatte
Folgende Bearbeitungen können mit diesen Eckfräsern durchgeführt werden:

Abb. 3.5: Eckfräserbearbeitung
Station1 – Eckfräser 90° Ø 80 mm – HM – ECKFR_80_V Schneidenanzahl: 6
Station2 – Eckfräser 90° Ø 80 mm – HM – ECKFR_80_F Schneidenanzahl: 6

Abb. 3.6: NC-Bohrer
Für das Zentrieren aller Bohrungen verwenden wir einen sogenannten NC-Anbohrer.
Dieser NC-Anbohrer, den wir verwenden, hat einen Spitzenwinkel von 90°. Das bedeutet, dass wir mit diesem NC-Anbohrer die Zentrierungen und gleichzeitig auch die 45°-Fasen an den Bohrungen anfertigen können. Dadurch sparen wir uns einen Arbeitsgang. Wenn wir unsere Zentrierungen gleich so tief anfertigen, dass nach dem Bohren bzw. Gewindeschneiden die Bohrung die gewünschte Fase aufweist. Lassen Sie uns an folgendem Schema das darstellen:

Abb. 3.7: Fase bohren
Sie senken nur soweit in die Tiefe, damit der nachfolgende Bohrer eine Führung erhält oder für die fertige Bohrung bereits eine Fase erzeugt wird. Der Bohrzyklus zum Zentrieren lässt zwei Möglichkeiten zu, die Fase zu definieren. Die eine Möglichkeit ist, die Fase über den Senkdurchmesser zu programmieren. Die andere Möglichkeit ist, die Fase über die Senktiefe zu realisieren. Lassen Sie mich hier die Möglichkeit der Berechnung der Senktiefe an dieser Stelle genauer erklären. Auf die Möglichkeit mit dem Senkdurchmesser werde ich zu einem späteren Zeitpunkt in diesem Fernlehrgang eingehen. Wie diese Senktiefe errechnet wird, sehen wir uns mithilfe des folgenden Schemas an:

Abb. 3.8: Senktiefe
Die folgende Berechnung findet aber nur Anwendung bei Verwendung eines NC-Anbohrers oder eines ähnlichen Werkzeuges mit einem Spitzenwinkel von 90°.
Folgende Gegebenheiten finden wir für unsere Beispielrechnung vor:
Der Senkdurchmesser D soll 11 mm betragen.
Das schraffierte Dreieck ist ein gleichschenkliges, rechtwinkliges Dreieck.
Eine Kathete (= Schenkel des 90° Winkels) ist die Senktiefe.
Die zweite Kathete stellt den halben Senk-Ø D dar.
Somit ergibt sich aus der Geometrie dieses Dreiecks (die für die Berechnung erforderlichen Katheten sind gleich) die Senktiefe t folgendermaßen:
t = D/2
Der NC-Anbohrer soll eine Senkung von Ø 11 mm erzeugen, damit der Spiralbohrer geführt ist und nicht verlaufen kann.
t = 11 : 2
t = 5.5
Die Berechnungen für unsere Senktiefen werden wir bei der Planung der Arbeitsschritte durchführen. Der Senk-Ø ist auch der Bezugsdurchmesser für die Drehzahlberechnung des NC-Anbohrers. Für die Berechnungen der Schnittwerte fehlt uns an dieser Stelle nur noch der Werkstoff der Schneide des NC-Anbohrers. Aus wirtschaftlichen Gründen, die wir bereits mehrfach erläutert haben, ist auch der NC-Anbohrer aus Hartmetall auszuwählen. Für das Zentrieren und Herstellen der Fasen wählen wir somit:
Zentrieren aller Bohrungen und Herstellen der Fasen: Station3 – NC-Anbohrer Ø 12 mm – HM – ANBOHRER_12
Als Nächstes wählen wir das Werkzeug zur Herstellung der Gewindebohrungen M6 aus. Dazu müssen wir aus den Gewindetabellen den Kernlochdurchmesser der M6 Gewinde ermitteln. Schauen wir uns hierfür eine solche, genormte Gewindetabelle etwas genauer an und ermitteln zusammen den Kernlochdurchmesser:
Als Erstes suchen wir in der Spalte Gewindebezeichnung Reihe 1 unsere Gewindebezeichnung M6 heraus.
Als Nächstes ermitteln wir in der Spalte Bohrungen den Kernloch-Ø für M6.
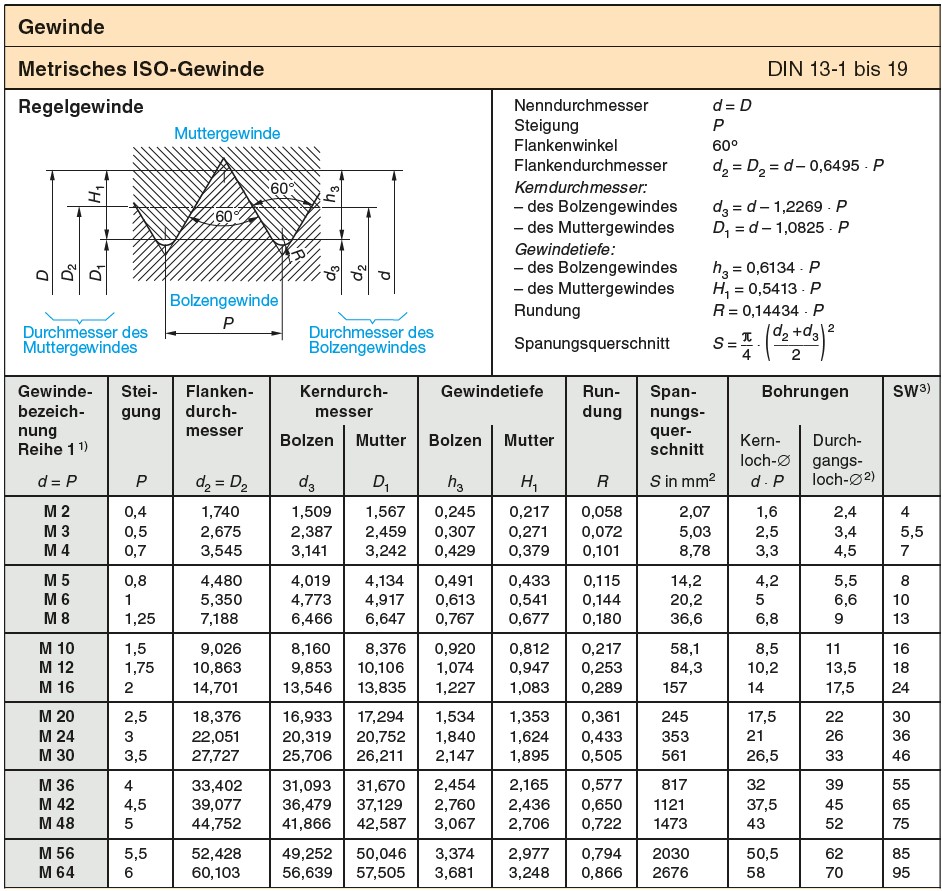
Abb. 3.9: Gewindetabelle
Für unser Gewinde M6 erhalten wir somit einen Kernloch-Ø von 5 mm. Diese Kernlochbohrung werden wir mit einem Spiralbohrer Ø 5 mm aus HSS herstellen. Unser Werkzeug in Station 4 heißt somit:
Alle Bohrungen für Gewinde M6 herstellen: Station4 – Spiralbohrer Ø 5 mm – HSS – SPIBO_5
Als Nächstes können wir die Bohrungen mit Ø 6 mm herstellen oder das Gewinde M6 herstellen. Wir entscheiden uns für das Herstellen der Bohrungen mit Ø 6 mm. Hierfür spricht, dass wir erst eine Technologie abschließen, bevor wir die Nächste beginnen. Wirtschaftlich betrachtet spricht auch nichts dagegen. Auch diese Bohrungen werden wir mit einem Spiralbohrer aus HSS herstellen. Der Durchmesser dieses Spiralbohrers beträgt Ø 6 mm. Das Werkzeug für diese Bearbeitung belegt Station 5.
Alle Bohrungen Ø 6 mm herstellen: Station5 – Spiralbohrer Ø 6 mm – HSS – SPIBO_6
Für die letzte Bearbeitung dieses Werkstückes wählen wir das Werkzeug für das Gewindebohren der M6 Gewinde aus. Das Gewindebohren erfolgt mit sogenannten Maschinengewindebohrern. Gewindebohrungen werden nach Art der Herstellung unterschieden. In folgendem Bild sehen Sie die unterschiedlichen Arten von Gewindebohrungen dargestellt:

Abb. 3.10: Gewindearten
- Durchgangsgewinde
- Gewinde mit Auslauf
- Grundlochgewinde
Je nach Art der Gewindebohrung werden unterschiedliche Maschinengewindebohrer verwendet. Die Art des Gewindebohrers richtet sich auch nach der Art der erzeugten Späne. Diese Spanarten können kurz gebrochen oder lang sein. Je nach Spanart muss eine jeweilige Geometrie des Gewindebohrers verwendet werden.

Abb. 3.11: Gewindebohrer
Nach Analyse unserer technischen Zeichnung stellen wir fest, dass wir unsere M6 Gewinde mit Grundloch herstellen. Wir verwenden also einen Gewindebohrer, dessen Geometrie Abb. 3.11 entspricht. Der Endpunkt des Gewindes verlangt ebenfalls noch eine Überlegung. In der technischen Zeichnung wird als Gewindetiefe immer die nutzbare Länge, also die Einschraubtiefe einer Schraube, angegeben.
Die Gewindebohrer besitzen einen sogenannten Anschnitt, in welchem das Gewindeprofil nicht komplett ausgeformt ist. Dieser Anschnitt ist für die erste Führung des Werkzeuges in die Kernlochbohrung nötig. Infolge dessen ist die zu fertigende Gewindetiefe um die Anschnittlänge zu vergrößern, damit wir auch die korrekte nutzbare Länge des Gewindes erhalten.
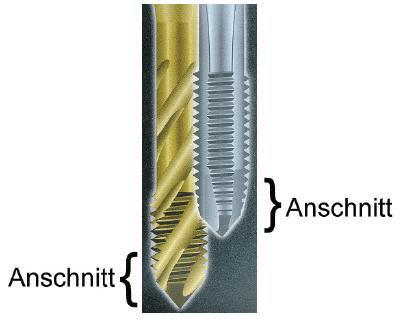
Abb. 3.12: Maschinengewindebohrer
Grundsätzlich hängt die Anschnittlänge vom Hersteller der Gewindebohrer ab und muss deshalb nach dessen Angabe berücksichtigt werden. Im Normalfall beträgt der Anschnitt das ca. 2 bis 3-fache des Steigungswertes des herzustellenden Gewindes. In unserem Beispiel wäre der Wert für die Steigung der M6 Gewinde laut unserer Gewindetabelle 1 mm. Somit ergibt sich für unseren Gewindebohrer eine Anschnittlänge von ca. 2 mm bis 3 mm. Wir legen eine Anschnittlänge von 2 mm fest. Wir vermerken die Anschnittlänge unseres Gewindebohrers explizit in unserem Einrichteblatt und im Arbeitsplan. Bei der Spannung von Gewindebohrern gibt es unterschiedliche Möglichkeiten. Gewindebohrer können in herkömmlichen Spannfuttern, wie z. B. Spannfutter in Kombination mit Spannzangen in denen auch andere Bohr- und Fräswerkzeuge gespannt werden, sicher eingespannt werden. Außerdem gibt es die Möglichkeit der Spannung in sogenannten Ausgleichsgewindeschneidfuttern.
Gewindeschneiden kann man mit dem heutigen Stand der Technik mit und ohne Ausgleichsfutter. Das Ausgleichsgewindeschneidfutter erlaubt eine gewisse Korrektur von maschinenbedingten Fehlern. Im Handel befinden sich Ausgleichsfutter mit Längenausgleich auf Druck, welche dem Gewindebohrer einen Vorschub mit der eigenen Steigung erlauben, aber auch Ausgleichsfutter mit Längenausgleich auf Zug, die beim Reversieren bei zu hoher Geschwindigkeit einen Ausgleich erlauben. In den meisten Fällen sind diese Aufnahmearten mit einer Rutschkupplung versehen, die bei Überschreitung des Drehmoments einen Werkzeugbruch verhindern. Die folgenden Bilder sollen Ihnen die Vorstellung von einem normalen Spannfutter und einem Ausgleichsgewindeschneidfutter verdeutlichen:


Abb. 3.13: Verschiedene Ausgleichsfutter (Fa. Hoffmann)
Ein Längenausgleich beim Gewindebohren ist nur erforderlich, wenn Ungenauigkeiten in der Maschine vorhanden sind. In den modernen CNC-Maschinen sind überaus genaue Antriebe vorhanden, die es ermöglichen ohne Ausgleichsfutter Gewinde zu schneiden.
Lassen Sie uns nun nach diesem Ausflug in die Werkzeugtechnologie das eigentliche Werkzeug für unseren Fernlehrgang festlegen.
Alle Gewinde M6 im Grundloch bohren:
Station6 – Gewindebohrer M6 für Grundloch – Anschnitt 2 mm – HM – GEW- BO_M6