Fräsen von Kreis- und Rechtecktaschen mit Siemens Sinumerik – Teil 2
Somit wäre die Werkzeugauswahl vollständig. Widmen wir uns nun der Spannsituation unseres Werkstückes. Das Rohteil hat die Abmaße 150 × 150 × 20. Da wir hier keine Außenkontur bearbeiten, können wir unser Werkstück so weit einspannen wie möglich. Die Backen-Höhe unseres Schraubstockes beträgt 30 mm. Wenn wir nun Unterlagen mit der Höhe 15 mm wählen, würde unsere Einspanntiefe des Werkstückes, welches eine Dicke von 20 mm aufweist, ebenfalls 15 mm betragen. Das Werkstück ragt also noch 5 mm über die Spannbacken des Schraubstockes heraus.
Legen wir nun die Definition des Rohteiles für die virtuelle Maschine fest. Wie bereits erwähnt, bestimmen wir mit der Definition der Eckpunkte 1 und 2 das Rohteil sowie die Nullpunktlage des Werkstückes für unsere vertikale Fräsmaschine mit Schwenktisch. Bestimmen wir die Eckpunkte 1 und 2 noch einmal zusammen:

Abb. 1.4: Eckpunktfestlegung Rohteil
Eckpunkt 1 befindet sich, bezogen auf unseren festgelegten Werkstücknullpunkt, in:
X0 = 0
Y0 = 0
ZA = 0
Eckpunkt 2 befindet sich, ebenfalls bezogen auf den festgelegten Werkstücknullpunkt, bei:
X1 = 150
Y1 = -150
ZI = -20
Übertragen Sie nun alle durchgesprochenen Daten in das Einrichteblatt.
Nachdem wir alle Werkzeuge und die Spannsituation festgelegt haben, fahren wir nun mit dem Arbeitsplan fort.
Pos.-Nr. 1 und Pos.-Nr. 2 definieren unsere Standardarbeitsschritte. Bei Pos.-Nr. 1 kontrollieren wir die Rohmaße des Rohteils. Bei Pos.-Nr. 2 wird das Werkstück nach Einspannskizze gespannt.
Nachdem wir das Werkstück sachgemäß gespannt haben, fertigen wir bei Pos.-Nr. 3 die Rechtecktasche I an. Die Rechtecktasche wird mit dem Herstellerzyklus POCKET3 hergestellt. Dieser Herstellerzyklus arbeitet, gleich wie die Bohrzyklen mit einer Referenzebene. Diese Referenzebene liegt auf der Werkstückoberfläche, also bei Z0. Später, beim Programmieren, werde ich Ihnen in gewohnter Art und Weise beschreiben und erklären wie dieser Herstellerzyklus POCKET3 programmiert wird. Als Erstes wird die Rechtecktasche mit einem Aufmaß von 0.5 mm in jeder Achse bearbeitet. Als zweiter Arbeitsgang wird die Rechtecktasche ohne Aufmaß geschlichtet. Die Technologiedaten für den eingesetzten Langlochfräser sind vom Werkzeughersteller abhängig. Wählen Sie aus folgender Tabelle die entsprechenden Technologiewerte für eine Schrupp- und Schlichtbearbeitung aus und berechnen Sie anschließend selbstständig Drehzahl n und Vorschubgeschwindigkeit Vf. Wählen Sie die Technologiewerte für die Schruppbearbeitung am unteren Ende der zur Verfügung stehenden Werte und für die Schlichtbearbeitung verwenden Sie die Mittelwerte. Der Werkstoff ist mit EN-GJL ein Gusswerkstoff mit einer Festigkeit von über 180 N/mm2.
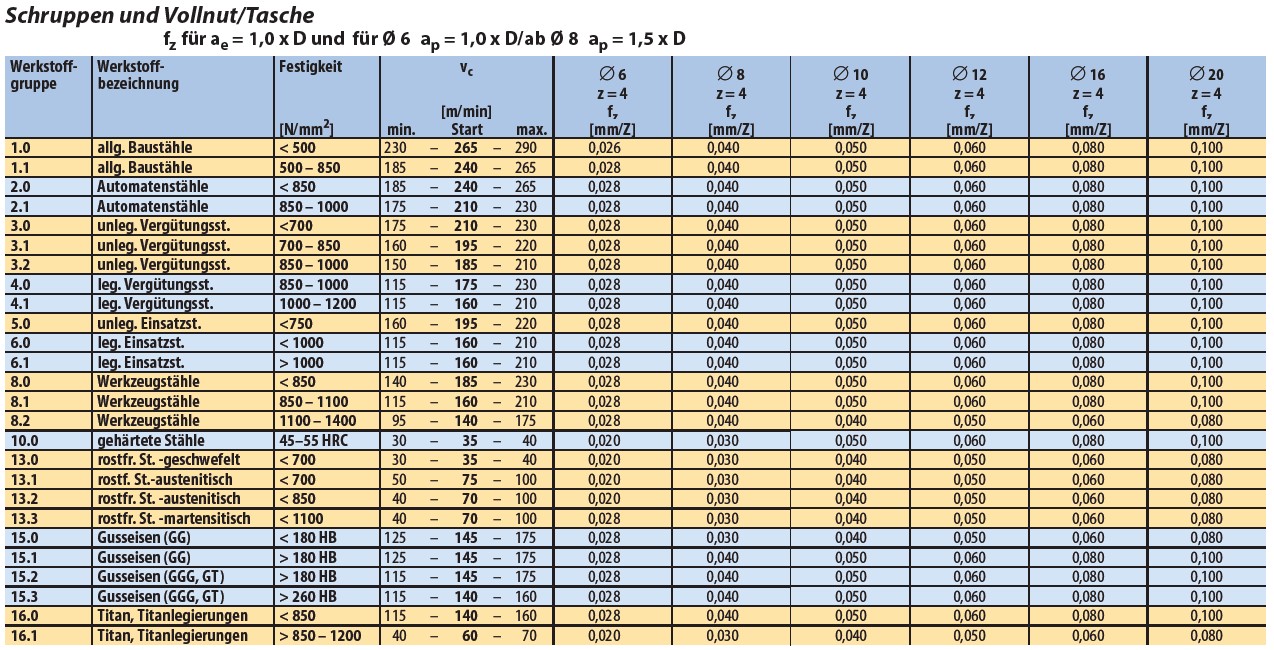
Abb. 1.5: Technologietabelle (Fa. Hoffmann)
Ist die Rechtecktasche I fertig bearbeitet, stellen wir bei Pos.-Nr. 4 die Rechtecktasche II her. Auch diese Rechtecktasche wird mit dem Herstellerzyklus POCKET3 hergestellt. Hierbei ist auf die Referenzebene zu achten. Im Unterschied zu Rechtecktasche I befindet sich diese Referenzebene nicht auf der Z0 Achse, sondern die Referenzebene dieser Rechtecktasche befindet sich auf der hergestellten Tiefe der Rechtecktasche I, also bei Z-5. Der Ablauf der Herstellung ist gleich wie bei Rechtecktasche I. Da diese Rechtecktasche mit demselben Werkzeug hergestellt wird wie Rechtecktasche I können wir die Technologiewerte unverändert übernehmen. Gleiches gilt für das Anfertigen der Rechtecktasche IV bei Pos.-Nr. 5. Auch hier können Sie aus den gleichen Gründen, wie bei Pos.-Nr. 4 schon beschrieben, die Technologiewerte übernehmen. Die Referenzebene für diese Rechtecktasche liegt wieder bei Z0. Ebenso wird der gleiche Herstellungsablauf beibehalten.
Sind alle Rechtecktaschen hergestellt, stellen wir bei Pos.-Nr. 6 die Kreistasche III her. Dies wird mit dem Herstellerzyklus POCKET4 realisiert. Auch dieser Herstellerzyklus verwendet eine Referenzebene. Die Referenzebene für die Kreistasche liegt bei Z0, also auf der Werkstückoberfläche. Die Technologiewerte müssen Sie für dieses Werkstück neu berechnen, da der Langlochfräser einen Durchmesser von 20 mm aufweist. Führen Sie diese Berechnungen bitte selbstständig durch. Der Bearbeitungsablauf wird ebenfalls in eine Schrupp- (Aufmaß 0,5 mm in allen Achsen) und Schlichtbearbeitung aufgeteilt. Bei Pos.-Nr. 7 führen wir das Zentrieren der Bohrungen durch. Die Technologiedaten bestimmen wir nach folgender Vorgehensweise. Der zu zentrierende Durchmesser ist Basis für die Berechnung der Drehzahl. In unserem Beispiel beträgt dieser 6 mm (setzt sich aus dem Bohrungsdurchmesser zuzüglich zwei mal den Wert der Fase, also 2 x 0.5 mm = 1 mm zusammen). Die Werte für die Schnittgeschwindigkeit VC und der Vorschubgeschwindigkeit Vf des NC-Anbohrers müssen wir aus herstellerspezifischen Tabellen auswählen. Ich gebe Ihnen folgende Werte vor: VC = 80 m/min und Vf = 580 mm/min. Berechnen Sie die fehlenden Technologiewerte und die Senktiefe (in Lehrbrief 5 ausführlich beschrieben) bitte selbstständig. Nun Bohren wir bei Pos.-Nr. 8 alle Bohrungen Ø 5 mm.
Diese Bohrbearbeitung findet, wie beim Einrichteblatt bereits festgelegt, mit einem HSS-Bohrer Ø 5 mm statt. Bohrbearbeitungen finden immer unter konstanter Drehzahl, G97, statt. Das Berechnen der Drehzahl für die Bohrbearbeitung dürfte kein größeres Problem mehr darstellen, schließlich haben wir diese Berechnungen bei der Technologie Drehen und beim Zentrieren schon durchgeführt. Berechnen Sie die fehlenden Technologiewerte nach gleicher Vorgehensweise wie in Lehrbrief 5 ausführlich beschrieben. Einzig die Werkstoffauswahl müssen Sie beachten. Benutzen Sie auch die Technologietabelle aus Lehrbrief 5 (Abb. 3.15).
Wenn Sie alles richtig umgesetzt haben, müssten Sie folgende Werte (zumindest ähnliche Werte) berechnet haben:
Vc = 20 m/min f = 0.11 (interpoliert)
n = 1273 U/min Vf = 140 mm/min
Als letzter Arbeitsgang in unserem Arbeitsplan findet bei Pos.-Nr. 9 das Auspannen und Entgraten des Werkstückes mit Qualitätskontrolle statt.
Übertragen Sie nun diese Ausarbeitungen in den Arbeitsplan.
Zur Kontrolle Ihrer Ausarbeitungen finden Sie hier einen Lösungsvorschlag für das Einrichteblatt und den Arbeitsplan.
Download Arbeitsplan Übung 20

Download Einrichteblatt Übung 20
Programmierung Übung 20
Starten Sie die DEMO – Fräsmaschine in SinuTrain. Legen Sie als Erstes im Werkzeugmagazin der virtuellen Maschine folgende Werkzeugliste gemäß dem Einrichteblatt an:
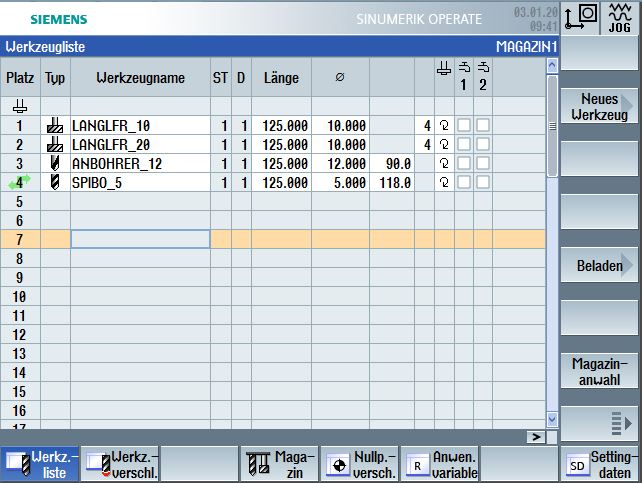
Abb. 1.6: Werkzeugliste Übung 20
Nach dem Einrichten und Rüsten des Werkzeuges beginnen wir nun mit dem Programmieren der Unterprogramme für die einzelnen Bohrbilder. Wie wir bei der Analyse der technischen Zeichnung erarbeitet haben, ist es für unser Beispiel sinnvoll die Unterprogrammtechnik für die Programmierung der Koordinaten der verschiedenen Bohrungen anzuwenden. Beginnen wir mit dem Unterprogramm für BOHRBILD_1. Legen Sie hierfür den Werkstückordner UEBUNG_20 an. Anschließend legen Sie in diesem Werkstückordner ein Unterprogramm (G-Code) mit dem Namen BOHRBILD_1 an. Wenn Sie alles richtig durchgeführt haben, müsste der Editor nun geöffnet sein. Beginnen wir mit der Erstellung des Programms. Der erste Programmsatz ist ein Kommentar, der den Namen und den Inhalt des Unterprogramms beinhaltet.
N10 ; Bohrungen 1 bis 6 BOHRBILD_1
Da die Bohrungen 1 bis 3 als Polarkoordinaten bemaßt sind, müssen wir im nächsten Satz den Polpunkt der ersten Koordinate angeben. Erinnern Sie sich noch an Lehrbrief 5 und die G-Funktionen G110, G111 und G112? Hier noch einmal eine kleine Wiederholung. Bevor bei Polarkoordinaten die eigentliche Koordinate angegeben wird, muss der Polpunkt festgelegt werden. Hier bietet die Siemens-Sinumerik- Steuerung folgende Möglichkeiten:
G110
G110 definiert den Polpunkt inkrementell auf die zuletzt angefahrene Position
G111
koordinatensystem
G112
G112 definiert den Polpunkt inkrementell bezogen auf den zuletzt gültigen Polpunkt
In unserem Beispiel liegt der Polpunkt in absoluter Maßangabe im Werkstückkoordinatensystem bei X0 und Y0.
Wir programmieren demnach:
N20 G111 X0 Y0
Im nächsten Schritt programmieren wir nun die Polarkoordinate der ersten Bohrungskoordinate. Als Erstes geben wir die Verfahrbedingung an. Positioniervorgänge erfolgen immer im Eilgang, also mit G0. Anschließend geben wir die Werte für den Polarradius RP=32.5 und den Wert des Polarwinkels AP= -51 an. Hierbei ist auf die Winkelangabe in mathematisch positiver Richtung oder mathematisch negativer Richtung zu achten. Die Winkelangabe verläuft in mathematisch negativer Richtung. Deshalb ist der Wert des Winkels mit einem Minuszeichen, also in negativer Form, anzugeben.
Um dieses Thema noch einmal zu wiederholen starten Sie die Präsentation Winkelangaben aus Lehrbrief 4.
Der vollständige Satz lautet demnach:
N30 G0 RP=32.5 AP=-51
Die beiden folgenden Bohrungen 2 und 3 sind ebenfalls durch Polarkoordinaten definiert. Beide Bohrungen haben denselben Polpunkt. Dieser Polpunkt ist die Koordinate der zuletzt angefahrenen Position. Diese Polangabe wird durch den Befehl G110 realisiert. Da sich der Polpunkt direkt auf der zuletzt angefahrenen Position befindet, müssen wir für die X- und Y-Achse, welche bekanntermaßen bei G110 inkrementell angegeben werden, den Wert 0 programmieren. Wir programmieren also zur Definition des Polpunktes für die Bohrungen 2 und 3:
N40 G110 X0 Y0
Nachdem wir den Polpunkt definiert haben, geben wir nun die Koordinaten der Bohrungen 2 und 3 an. Für Bohrung 2 wäre dies die Positionierung im Eilgang G0 sowie der Polarradius RP=30 und der Polarwinkel AP= -22.5. Auch diese Winkelangabe ist bezogen auf die Abszisse, die waagrechte Achse des Koordinatensystems, in mathematisch negativer Richtung anzugeben. Versuchen Sie die Polarkoordinate für Bohrung 3 selbst zu programmieren. Na, hatten Sie Erfolg? Wenn Sie alles richtig umgesetzt haben, dann müssten Sie zu folgendem Ergebnis gekommen sein:
N50 G0 RP=30 AP=-22.5
N60 G0 RP=30 AP=-110.6
Bohrung 4 befindet sich in absoluter Maßangabe in X bei 15 mm und in der Y-Achse bei -75 mm. N70 lautet also:
N70 G0 X15 Y-75
Bohrung 5 und Bohrung 6 sind in der technischen Zeichnung in inkrementeller Form bemaßt. Deshalb müssen wir diese Koordinaten auch so programmieren. Wir aktivieren zuerst die inkrementelle Maßangabe mit G91. Danach programmieren wir die Koordinate von Bohrung 5. Hierbei ist darauf zu achten, dass nur diese Achse programmiert wird, welche auch verfahren wird. Wir programmieren also die Verfahrbewegung im Eilgang G0 und anschließend nur die Y-Achse, welche in negativer Richtung um 19.7 mm verfahren wird.
N80 G91
N90 G0 Y-19.7
Danach programmieren wir Bohrung 6. Auch hier wird nur die Y-Achse um 21.3 mm in negativer Richtung verfahren.
Wir programmieren:
N100 G0 Y-21.3
Danach schalten wir wieder auf absolute Maßangabe um und beenden dieses Programm mit M17.
N110 G90
N120 M17
Fassen wir das Programm für Bohrbild 1 noch einmal komplett zusammen:
N10 ; Bohrungen 1 bis 6 BOHRBILD_1
N20 G111 X0 Y0
N30 G0 RP=32.5 AP=-51
N40 G110 X0 Y0
N50 G0 RP=30 AP=-22.5
N60 G0 RP=30 AP=-110.6
N70 G0 X15 Y-75
N80 G91
N90 G0 Y-19.7
N100 G0 Y-21.3
N110 G90
N120 M17