Graphisch unterstütztes Programmieren mit ShopMill und ShopTurn – Teil 3
Bedienung
a) Editiermodus
Mit der <Edit>- bzw. <Undo>-Taste schalten Sie in Eingabefeldern in den Editiermodus um (siehe Praxis-Beispiel).
Wenn Sie einen versehentlichen Eintrag im Editiermodus ungeschehen machen wollen (engl. „undo“), drücken Sie erneut. Der überschriebene Eintrag wird dann wiederhergestellt.
 entspricht auf der PC-Tastatur: einfg-Taste
entspricht auf der PC-Tastatur: einfg-Taste
b) Zyklusstart
Mit der Taste <Cycle Start> wird insbesondere die Abarbeitung von Programmen gestartet.
 entspricht auf der PC-Tastatur: strg +
entspricht auf der PC-Tastatur: strg + 
c) Zyklusstopp
Mit der Taste <Cycle Stop> wird die Bearbeitung des laufenden Programms angehalten. Anschließend kann die Bearbeitung mit <Cycle Start> im aktuellen Satz fortgesetzt werden.
 entspricht auf der PC-Tastatur: strg +
entspricht auf der PC-Tastatur: strg + 
d) Reset
Mit der <Reset>-Taste wird die Bearbeitung abgebrochen, werden Meldungen gelöscht (vgl. aber auch  )und wird die Steuerung in den Grundzustand versetzt (bereit für einen neuen Programmablauf).
)und wird die Steuerung in den Grundzustand versetzt (bereit für einen neuen Programmablauf).
 entspricht auf der PC-Tastatur: strg +
entspricht auf der PC-Tastatur: strg + 
e) Einzelsatz
Die Taste <Single Block> (Einzelsatz) bietet Ihnen die Möglichkeit, ein Programm Satz für Satz abzuarbeiten. Die Bearbeitung stoppt automatisch nach jedem Satz und kann mit <Cycle Start> fortgesetzt werden. Erneutes Drücken schaltet zurück auf Folgesatz.
 entspricht auf der PC-Tatstatur: strg +
entspricht auf der PC-Tatstatur: strg + 
f) Betriebsarten
Mit diesen Tasten werden die gleichnamigen Betriebsarten AUTO, MDA und JOG aktiviert (im SinuTrain-Standard ist nur AUTO funktional).
 entspricht auf der PC-Tastatur:
entspricht auf der PC-Tastatur:
strg + 
g) Spindel schalten
Mit diesen Tasten wird die Spindel geschaltet (im SinuTrain-Standard nicht funktional).
 entspricht auf der PC-Tastatur:
entspricht auf der PC-Tastatur:
strg + 
h) Herunterfahren
Die Taste <EXIT> gibt es nur auf der Schulungstastatur. Mit ihr wird die Software heruntergefahren (alternativ per Softkey).
 entspricht auf der PC-Tastatur: strg +
entspricht auf der PC-Tastatur: strg + 
So nun aber genug der Theorie.
Starten wir jetzt mit dem Programmieren mit der Übung 22.
In diesem Kapitel werde ich Ihnen die ersten Schritte zur Erstellung eines Werkstückes ausführlich erläutern. Diese Schritte wären:
Programmverwaltung und Programm anlegen
Werkzeug und Fräserradius-Korrektur aufrufen
Verfahrweg-Eingabe
Erstellen von Bohrungen und Positionswiederholungen
Für das Programmieren des Werkstücks verwenden wie das bereits bekannte Fräswerkstück:
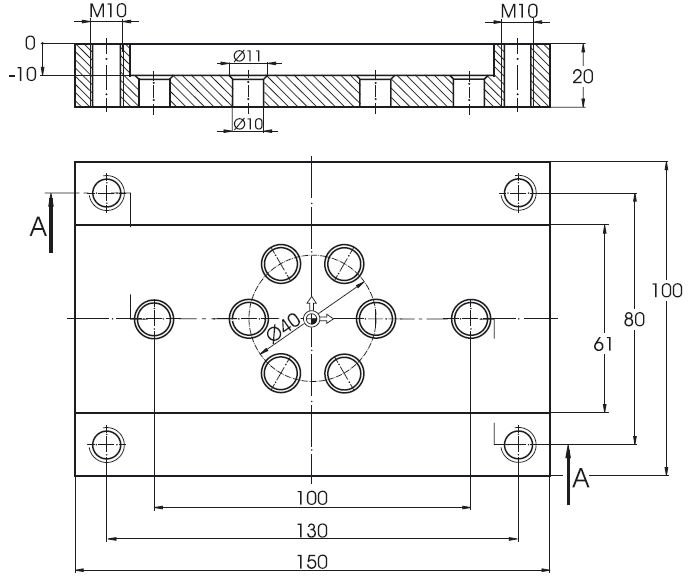
Abb. 3.5: Technische Zeichnung Längsführung

Abb. 3.6: Werkstück
Hinweis:
Da ShopMill immer die letzte Einstellung speichert, die über die Taste oder den Softkey „Alternativ“ gesetzt wurde, müssen Sie sowohl bei einigen Eingabefeldern, als auch bei allen Umschaltfeldern darauf achten, dass alle Einheiten, Texte und Symbole wie in den abgebildeten Dialog-Fenstern aller Beispiele gesetzt sind. Die Umschaltmöglichkeit ist immer daran zu erkennen, dass der Softkey „Alternativ“ zu sehen ist.
Wie Sie bereits wissen, können im Grundmenü die verschiedenen Bereiche von ShopMill aufgerufen werden. Im Programm-Manager wird eine Liste der vorhandenen Werkstücke, Hauptprogramme und Unterprogramme angezeigt. Wechseln Sie nun in den Programmmanager und legen Sie dort auf die bekannte Art und Weise einen Werkstückordner mit dem Namen Längsführung an:

Abb. 3.7: Neues Werkstück
Im Programm-Manager wird, wie Sie bereits wissen, die Verwaltung der Arbeitspläne und Konturen (Bemerkung: in ShopMill wird von einem Arbeitsplan gesprochen, welches aber im eigentlichen Sinne ein ShopMill-Programm ist) organisiert (z.B. über die Funktionen: Neu, Öffnen, Kopieren …). Mit  markieren Sie nun den Ordner Längsführung und öffnen dieses Verzeichnis auf bekannte Weise. Legen Sie nun im Ordner LAENGSFUEHRUNG ein ShopMill-Programm, im folgenden Arbeitsplan genannt, mit dem Namen LAENGSFUEHRUNG an.
markieren Sie nun den Ordner Längsführung und öffnen dieses Verzeichnis auf bekannte Weise. Legen Sie nun im Ordner LAENGSFUEHRUNG ein ShopMill-Programm, im folgenden Arbeitsplan genannt, mit dem Namen LAENGSFUEHRUNG an.
Mit  (Bild11) oder mit
(Bild11) oder mit  Ihrer PC-Tastatur oder durch den Softkey OK wird der Name übernommen. Nachdem Sie den Werkstückordner angelegt haben, sind Sie automatisch in das Menü des anzulegenden Programmes gelangt. Hier geben Sie nun den Namen des zu erstellenden Programmes ein. Mit dem Softkey „ShopMill Programm“ und „G-Code Programm“ auf der vertikalen Softkeyleiste kann das Eingabeformat gewählt werden. Wir wählen für unsere Übungsaufgabe die Funktion „ShopMill Programm“ über den entsprechenden Softkey aus. Anschließend bestätigen wir die Eingaben mit dem Softkey OK.
Ihrer PC-Tastatur oder durch den Softkey OK wird der Name übernommen. Nachdem Sie den Werkstückordner angelegt haben, sind Sie automatisch in das Menü des anzulegenden Programmes gelangt. Hier geben Sie nun den Namen des zu erstellenden Programmes ein. Mit dem Softkey „ShopMill Programm“ und „G-Code Programm“ auf der vertikalen Softkeyleiste kann das Eingabeformat gewählt werden. Wir wählen für unsere Übungsaufgabe die Funktion „ShopMill Programm“ über den entsprechenden Softkey aus. Anschließend bestätigen wir die Eingaben mit dem Softkey OK.

Abb. 3.8: Bestätigung der Eingaben
Haben Sie dies alles durchgeführt, öffnet sich das Eingabefenster für den Programmkopf. Im Programmkopf werden die Werkstückdaten sowie allgemeine Angaben zum Programm eingegeben. Hier nun einige Erläuterungen zu den verschiedenen Parametern.
Da der Nullpunkt des Werkstückes laut technischer Zeichnung mittig auf der Werkstückoberfläche liegt, haben die Koordinaten der linken Werkstückecke, die über Eckpunkt 1 definert werden, einen negativen Wert. Der Wert für X0 liegt bei
-75 mm, der Wert für Y0 bei -50 mm und der Wert für ZA liegt bei 0 mm. Für Eckpunkt 2 geben wir die Werte wie folgt an:
- X1 = 75mm
- Y1 = 50mm
- ZI = -20mm
Achten Sie hierbei, dass Sie die Maße in absoluter Maßangabe eingeben.
Im Programmkopf können des Weiteren die Maßeinheit, Nullpunktverschiebung, das Rohteil, die Bearbeitungsebene PL, Rückzugsebene RP, der Sicherheitsabstand SC, der Bearbeitungsdrehsinn (Gleichlauf oder Gegenlauf) und der Rückzug beim Positions-Muster angegeben werden. Die Bearbeitungsebene PL wird über G17, G18 oder G19 definiert. Unsere Bearbeitungsebene ist G17. Diese Achse wählen wir durch Anklicken des entsprechenden Auswahlfensters in der Eingabemaske aus. Da unser Werkstück keine besonderen Erhebungen aufweist, wählen wir für die Rückzugsebene RP den Wert 2 und für den Sicherheitsabstand SC den Wert 1 aus. Die Handhabung und Erklärung dieser Werte sind gleich den bereits erklärten Herstellerzyklen. Als Bearbeitungsbedingung wählen wir das Gleichlauffräsen. Beim Rückzug-Positionsmuster kann zwischen optimiert (= zeitoptimierte Verfahrwege) oder auf Rückzugsebene RP ausgewählt werden. Nachfolgend nun eine kurze Beschreibung der Unterschiede dieser Rückzugsoptionen.
Optimierter Rückzug

Auf Rückzugsebene

Abb. 3.9 und 3.10: Rückzugsoptionen
In dieser Abbildung sehen Sie den optimierten Rückzug. Optimierter Rückzug bedeutet, dass das Werkzeug konturabhängig im Sicherheitsabstand über das Werkstück fährt.
In dieser Abbildung sehen Sie den Rückzug auf die Rückzugsebene. Der Rückzug auf die Rückzugsebene bedeutet, dass das Werkzeug unabhängig der Kontur auf die Rückzugsebene fährt und anschließend auf die neue Position zustellt.
Für unser Beispiel wählen wir den optimierten Rückzug. Übernehmen Sie nun die Eingaben aus folgender Abbildung in die Eingabemaske des Programmkopfes und übertragen Sie die Eingaben mit dem Softkey „Übernehmen“ in den Arbeitsplan. Der Softkey „Übernehmen“ bedeutet, dass alle Werte des jeweiligen Eingabe-Fensters übernommen werden.