Graphisch unterstütztes Programmieren mit ShopMill und ShopTurn – Teil 6
Nachdem nun alle Bohrungen zentriert wurden, simulieren Sie zur Kontrolle die programmierten Arbeitsschritte in ShopMill. Zur Kontrolle, ob alles richtig ist, stehen Ihnen die folgenden zwei Abbildungen zur Verfügung.

Abb. 3.43: Bohrungen zentriert

Abb. 3.44: 3-D-Ansicht
Laut Arbeitsplan findet nach dem Zentrieren das Bohren der Kernlochbohrungen für die M10 Gewinde statt. Gebohrt werden diese Kernlöcher mit dem Spiralbohrer Ø 8.5 mm. Den Bohrzyklus für das Herstellen der Bohrungen finden wir wiederum im Menü „Bohren“. Öffnen Sie dieses Menü durch das Betätigen des Softkeys „Bohren“ auf der horizontalen Softkeyleiste. Anschließend betätigen Sie den Softkey “Bohren / Reiben” auf der vertikalen Softkeyleiste.
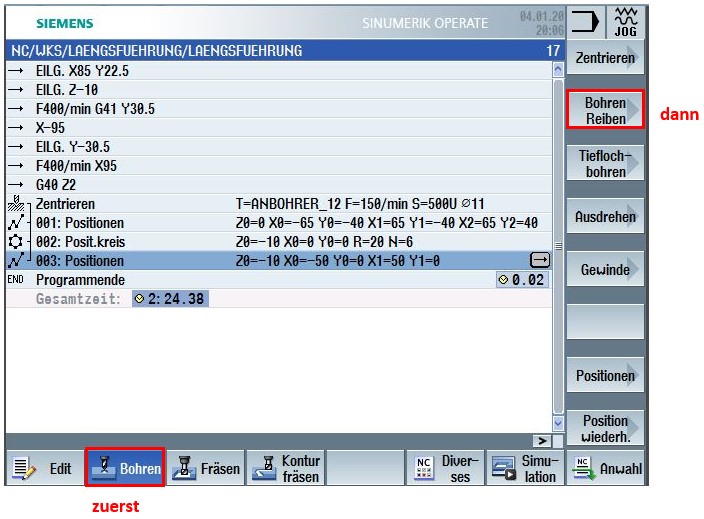
Abb. 3.45: Bohren – Reiben
Anschließend betätigen Sie auf der vertikalen Softkeyleiste den Softkey “Bohren”. Nun öffnet sich die Eingabemaske für das Bohren und Reiben. Wechseln Sie zunächst das Werkzeug SPIBO_8.5 aus der Werkzeugliste in das Programm ein. Wir Bohren laut Arbeitsplanung mit den Technologiewerten F 150 mm/min und V 35 m/min. Die Tiefe wird hier, bezogen auf den Schaft, inkremental eingegeben, d.h. die Bohrerspitze 1/3 D wird automatisch berücksichtigt. Die andere Auswahlmöglichkeit wäre die Tiefe bezogen auf die Bohrerspitze.

Abb. 3.46: Tiefeneinstellung
Bei der Eingabe eines Wertes muss beachtet werden, ob das Eingabefeld auf abs (für absolute Maßangabe) oder ink (inkrementelle Maßangabe) eingestellt ist. Es wird ohne Verweilzeit gebohrt. Übertragen Sie nun die Werte gemäß folgender Abbildung und übernehmen Sie diese dann mit entsprechendem Softkey in den Arbeitsplan.

Abb. 3.47: Werte eingeben
Der Arbeitsplan sieht mit ergänztem Arbeitsschritt für das Bohren dann folgendermaßen aus.

Abb. 3.48: Arbeitsplan ergänzt
In einem G-Code-Programm würden wir nun die programmierten Bohrbildpositionen mit einem Unterprogramm oder mit einer Programmteilwiederholung aufrufen, um die Kernlöcher herzustellen. Beim graphisch unterstützen Programmieren werden die Arbeitsschritte Zentrieren, Bohren und Gewindeschneiden automatisch miteinander verkettet. Dies bedeutet, dass wir nun die Funktion für das Gewindeschneiden programmieren, da beide Bearbeitungsschritte, das Bohren der Kernlöcher und das Gewindebohren, dieselben Positionen aufweisen. Anschließend werden dann die entsprechenden Positionsmuster (hier 001: Positionen) für diese Bearbeitungsschritte über die Wiederholung aufgerufen. Beginnen wir aber zunächst mit dem Parametrieren des Herstellerzyklus zum Gewindebohren. Lassen Sie uns dies nun programmieren. Öffnen Sie zuerst das Menü „Bohren“ mit gleichnamigem Softkey auf der horizontalen Softkeyleiste und dann über den Softkey „Gewinde“ die Funktion für das Gewindebohren auf der vertikalen Softkeyleiste. Nachdem sich das Eingabefenster für das Gewindebohren geöffnet hat, wechseln Sie nun das Werkzeug GEWBO_M10 aus der Werkzeugliste in das Programm ein. Nun geben wir die Werte für die Steigung P 1.5 mm/U und für die Drehzahl S 60 U/min sowie die Rückzugsdrehzahl ein. Bei der Funktion des Schnittes wählen wir mit dem Softkey „Alternativ“ die Bedingung 1 Schnitt aus. Weitere Möglichkeiten wären das Entspänen oder das Spänebrechen. Beim Parameter Z1 geben wir die Tiefe des zu schneidenden Gewindes ein. In unserem Beispiel beträgt die nutzbare Gewindetiefe 20 mm zuzüglich des Anschnittes des Gewindebohrers von 2 mm. Wir geben also in absoluter Maßangabe den Wert -22 ein. Übernehmen Sie nun diese Werte in die Eingabemaske und anschließend in den Arbeitsplan Ihres ShopMill-Programms.

Abb. 3.49: Werte eingeben
Nachdem wir nun alle Bearbeitungen durchgeführt haben, wiederholen wir nun das betreffende Bohrbild bzw. das entsprechende Positionsmuster. In diesem gezeigten Beispiel ist dies das Positionsmuster 001: Positionen (in Ihrem ShopMill- Programm kann dies eventuell abweichen). Die Wiederholung des Lochgitters wird beim grafisch unterstützten Programmieren mit ShopMill folgendermaßen realisiert:

Abb. 3.50: Position wiederholen
Es öffnet sich die Eingabemaske für die Positionswiederholung. Hierfür geben wir im Eingabefeld Position die Labelnummer für den zu wiederholenden Programmsatz (in diesem Beispiel: 001) ein. Bei Ihrem erstellten ShopMill-Programm kann dies eventuell eine andere Labelnummer sein. Anschließend übernehmen Sie diese Eingabe mit dem Softkey „Übernehmen“ in das ShopMill-Programm.

Abb. 3.51: Labelnummer eingeben
Nach Abschluss des Bohrens und Gewindebohrens des Lochgitters sieht der generierte Arbeitsplan des ShopMill-Programms wie folgt aus.

Abb. 3.52: Arbeitsplan ergänzt
Simulieren Sie dies nun zur Kontrolle der durchgeführten Arbeitsschritte mit der Simulationsfunktion der vertikalen Fräsmaschine mit Schwenktisch.

Abb. 3.53: Draufsicht

Abb. 3.54: 3-D-Ansicht
Ergänzen Sie nun die folgenden Arbeitschritte, rot eingerahmt, im Arbeitsplan selbstständig. Als Hilfe für Sie wird der folgende fertige Arbeitsplan des ShopMill-Programmes sowie die Simulationsbilder des fertigen Werkstückes dienen. Viel Erfolg!

Abb. 3.55: Arbeitsplan ergänzt

Abb. 3.56: Draufsicht

Abb. 3.57: 3-D-Ansicht
Hier noch ein abschließender Hinweis:
Programme, die mit ShopTurn oder ShopMill graphisch unterstützt programmiert werden, können beliebig mit G-Code Befehlen ergänzt werden. Dies bietet eine größtmögliche Flexibilität. Das Einfügen eines G-Code-Programmsatzes erfolgt folgendermaßen:
- Platzieren Sie den Cursor im Arbeitsplan eines ShopMill bzw. ShopTurn-Programmes mithilfe der Pfeiltasten Ihrer PC-Tastatur auf den Programmsatz, indem Sie einen G-Code Programmsatz einfügen wollen.
- Betätigen Sie nun die „Enter“-Taste Ihrer PC-Tastatur.
- Geben Sie nun den Programmsatz ein und bestätigen Sie diesen nach Abschluss wiederum mit der „Enter“-Taste Ihrer PC-Tastatur.
- Der generierte G-Code-Programmsatz wird automatisch mit einem G vor dem Programmsatz im Arbeitsplan gekennzeichnet.