G2 und G3 – Kreisinterpolation
Nachdem wir nun Konturen mit Geraden bestimmen und programmieren können, ist es nun an der Zeit, dass wir uns auch die Kreisprogrammierung etwas genauer anschauen. Dreh- und Fräswerkstücke bestehen ja nicht nur aus Geraden. Den Kreisformen kommt eine ebenso elementare Bedeutung zu. Lassen Sie uns die Kreisinterpolationen nach den verschiedenen Technologien Drehen und Fräsen getrennt betrachten. Beginnen wir beim Fräsen.
G2 und G3 Kreisinterpolation beim Fräsen
Um das Werkzeug auf einer kreisförmigen Bahn zu bewegen, kennt die DIN 66025 die Kreisinterpolation mit G2 und G3.
Beschreibt das Werkzeug eine Bewegung im Uhrzeigersinn, so steht dafür der Befehl G2. Eine Bewegung gegen den Uhrzeigersinn wird mit G3 erreicht. Die Bewegung erfolgt mit Vorschubgeschwindigkeit.
G2: Im Uhrzeigersinn
Im Uhrzeigersinn
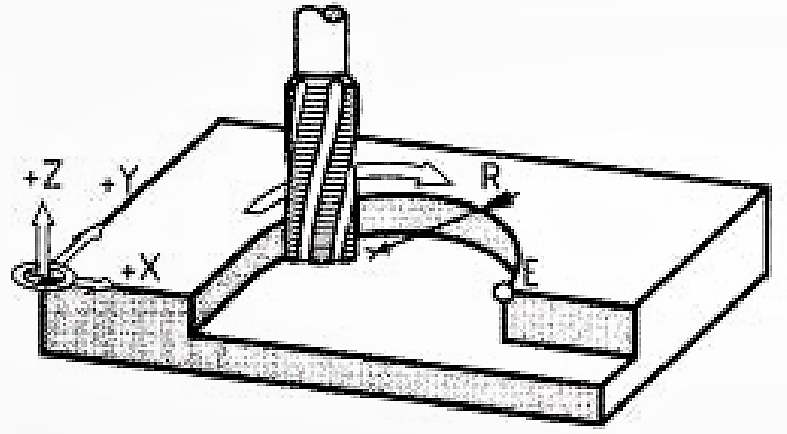
Abb. 3.3: G2 Kreisbewegung beim Fräsen
G3: Gegen den Uhrzeigersinn
Gegen den Uhrzeigersinn
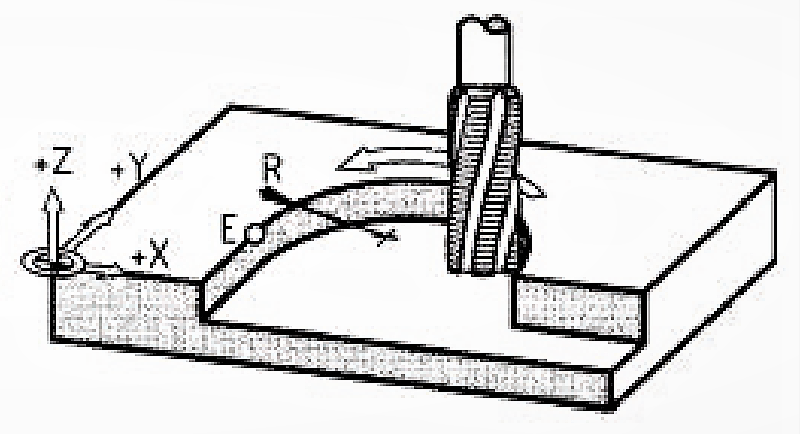
Abb. 3.3: G3 Kreisbewegung beim Fräsen
Das Satzformat sieht folgendermaßen aus:

Abb. 3.4: G2 und G3 Satzformat
Bei der Programmierung von Kreisen sind beim Fräsen folgende Punkte besonders zu beachten:
Die Koordinaten des Kreisendpunktes in X und Y werden in absoluten Maßangaben programmiert. Sie beziehen sich also auf den Werkstücknullpunkt.
Die Kreismittelpunktsabstände I und J werden in inkrementalen Maßangaben programmiert. Sie beziehen sich auf den Anfangspunkt des Kreisbogens.
Der Kreismittelpunktsabstand I ist der achsparallele Abstand in der X-Achse vom Anfangspunkt des Kreises bis zum Kreismittelpunkt.
Der Kreismittelpunktsabstand J ist der achsparallele Abstand in der Y-Achse vom Anfangspunkt des Kreises bis zum Kreismittelpunkt.
Das Vorzeichen bei I und J gibt die Richtung zum Kreismittelpunkt an:
- Ein positiver Wert sagt aus, dass der Kreismittelpunkt in positiver Richtung vom Anfangspunkt des Kreises entfernt
- Ein negativer Wert bedeutet, dass der Kreismittelpunkt in negativer Richtung vom Anfangspunkt des Kreises entfernt
Sehen wir uns das an einigen Beispielen an
Beispiel 1:
Bestimmung I:
M liegt von A aus gesehen in der X-Achse in positiver Richtung entfernt → I-Wert ist positiv.
Der Abstand ist exakt so groß wie der Radius, also 20.
Bestimmung J:
M liegt von A aus gesehen in der Y-Achse auf derselben Position wie A, hat also in Y keinen Abstand → J-Wert ist 0.
Programmierung: G2 X-25 Y35 I20 J0
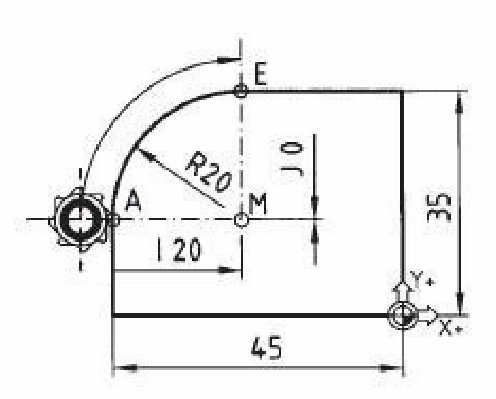
Abb. 3.5: Beispiel 1
Beispiel 2:
Bestimmung I:
M liegt von A aus gesehen in der X-Achse auf derselben Position wie A, hat also in X keinen Abstand → I-Wert ist 0.
Bestimmung J:
M liegt von A aus gesehen in der Y-Achse in negativer Richtung entfernt → J-Wert ist negativ.
Der Abstand ist exakt so groß wie der Radius, also 20.
Programmierung: G3 X-45 Y15 I0 J-20
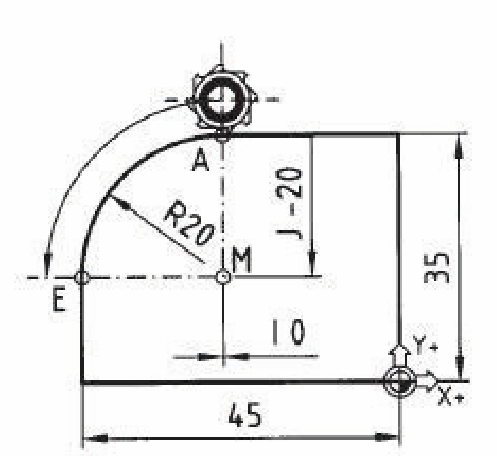
Abb. 3.6: Beispiel 2
Beispiel 3:
Bestimmung I:
M liegt von A aus gesehen in der X-Achse auf derselben Position wie A, hat also in X keinen Abstand → I-Wert ist 0.
Bestimmung J:
M liegt von A aus gesehen in der Y-Achse in positiver Richtung entfernt → J-Wert ist positiv.
Der Abstand ist exakt so groß wie der Radius, also 20.
Programmierung: G2 X-45 Y-15 I0 J20
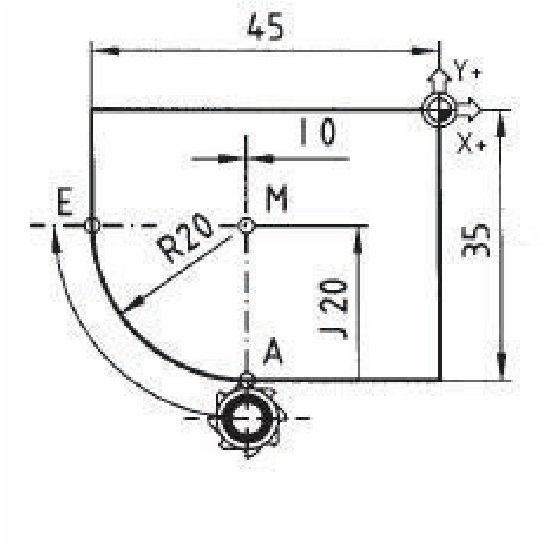
Abb. 3.7: Beispiel 3
Beispiel 4:
Bestimmung I:
M liegt von A aus gesehen in der X-Achse in positiver Richtung entfernt → I-Wert ist positiv.
Der Abstand ist exakt so groß wie der Radius, also 20.
Bestimmung J:
M liegt von A aus gesehen in der Y-Achse auf derselben Position wie A, hat also in Y keinen Abstand → J-Wert ist 0.
Programmierung: G3 X-25 Y-35 I20 J0
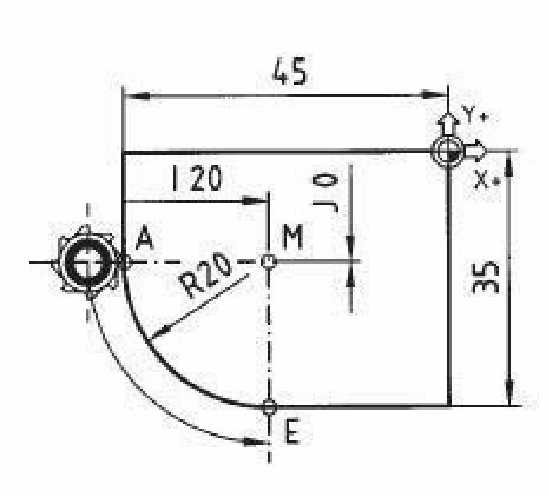
Abb. 3.8: Beispiel 4
Beispiel 5:
Bestimmung I:
M liegt von A aus gesehen in der X-Achse in negativer Richtung entfernt → I-Wert ist negativ.
Der Abstand ist exakt so groß wie der Radius, also 20.
Bestimmung J:
M liegt von A aus gesehen in der Y-Achse auf derselben Position wie A, hat also in Y keinen Abstand → J-Wert ist 0.
Programmierung: G3 X25 Y35 I-20 J0

Abb. 3.9: Beispiel 5
Beispiel 6:
Bestimmung I:
M liegt von A aus gesehen in der X-Achse auf derselben Position wie A, hat also in X keinen Abstand → I-Wert ist 0.
Bestimmung J:
M liegt von A aus gesehen in der Y-Achse in negativer Richtung entfernt → J-Wert ist negativ.
Der Abstand ist exakt so groß wie der Radius, also 20.
Programmierung: G2 X45 Y15 I0 J-20
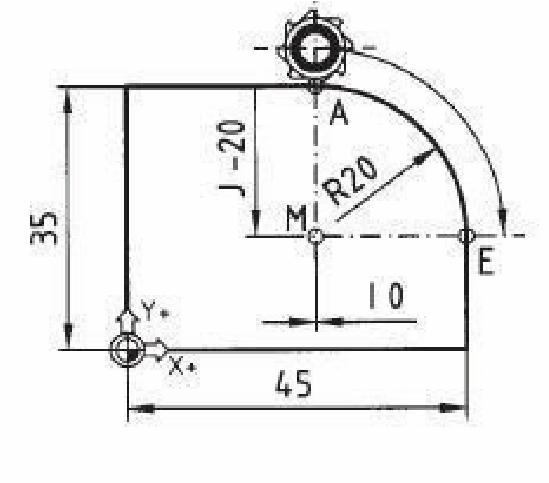
Abb. 3.10: Beispiel 6
Beispiel 7:
Bestimmung I:
M liegt von A aus gesehen in der X-Achse auf derselben Position wie A, hat also in X keinen Abstand → I-Wert ist 0.
Bestimmung J:
M liegt von A aus gesehen in der Y-Achse in positiver Richtung entfernt → J-Wert ist positiv.
Der Abstand ist exakt so groß wie der Radius, also 20.
Programmierung: G3 X45 Y-15 I0 J20
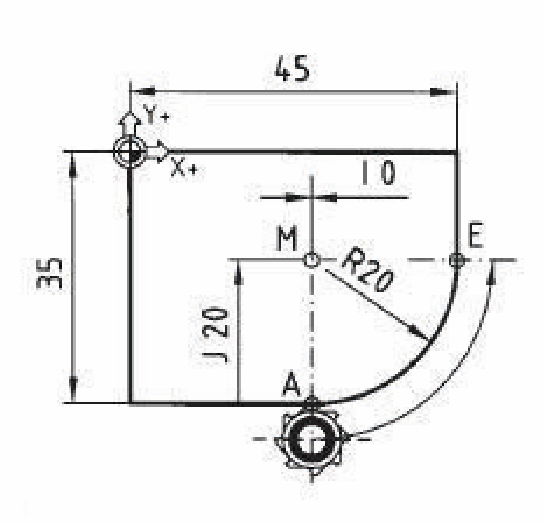
Abb. 3.11: Beispiel 7
Beispiel 8:
Bestimmung I:
M liegt von A aus gesehen in der X-Achse in negativer Richtung entfernt → I-Wert ist negativ.
Der Abstand ist exakt so groß wie der Radius, also 20.
Bestimmung J:
M liegt von A aus gesehen in der Y-Achse auf derselben Position wie A, hat also in Y keinen Abstand → J-Wert ist 0.
Programmierung: G2 X25 Y-35 I-20 J0
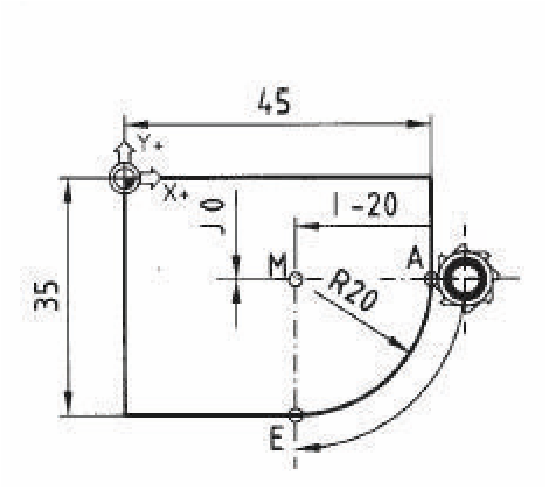
Abb. 3.12: Beispiel 8
Diese Betrachtung zur Kreisprogrammierung werden Sie in den nachfolgenden Übungen umsetzen können.
Vor diesen Übungen noch ein Hinweis. Dieses Beispiel soll Ihnen zeigen, dass nicht immer einer der Kreismittelpunktsabstände den Wert Null besitzt und der andere Abstand die Größe vom Radius hat. Näher werden wir in den weiteren Lehrbriefen darauf eingehen.

Abb. 3.13: Kreisprogrammierung
Programmierung: G2 X25 Y-35 I-20 J0

Übung
Übung 3:
Programmieren Sie dieses Werkstück. Der Konturverlauf ist entsprechend der Pfeilrichtung durchzuführen. Beginnen Sie am Startpunkt. Die Positionierung ist bereits erfolgt. Startpunkt ist gleichzeitig Endpunkt der Kontur. Technologiedaten werden vernachlässigt.

Abb. 3.14: Werkstück
Füllen Sie die Tabelle aus, indem Sie die entsprechenden Inhalte in die Lücken ziehen.
Viel Erfolg!
Übung 4:
Programmieren Sie nun dieses Werkstück. Der Konturverlauf ist entsprechend der Pfeilrichtung durchzuführen (Vorsicht: entgegengesetzte Richtung wie bei Übung 3). Beginnen Sie am Startpunkt. Die Positionierung ist bereits erfolgt. Startpunkt ist gleichzeitig Endpunkt der Kontur. Technologiedaten werden vernachlässigt.

Abb. 3.16: Werkstück
Füllen Sie die Tabelle aus, indem Sie die entsprechenden Inhalte in die Lücken ziehen.
Viel Erfolg!