Fräsen – Arbeitsplanung – Teil 1
Lernziele
Nach dem Durcharbeiten des Kapitels können Sie
- eine komplette Arbeitsplanung für ein Fräswerkstück durchführen,
- das Einrichteblatt erstellen und den Arbeitsplan für unterschiedliche Anforderungen erstellen,
- die Schnittdaten ermitteln und berechnen,
- den Werkzeugaufruf in der Werkzeugverwaltung der virtuellen Fräsmaschine durchführen und programmieren,
- die Positionierung des Werkzeuges beim Fräsen einstellen und programmieren,
- die Werkzeugradiuskorrektur beim Fräsen anwenden und programmieren,
- die Simulation mit der virtuellen Fräsmaschine durchführen und die Prozesse bewerten.
Einführung in die Frästechnik
Nachdem wir uns seit Mitte des Lehrbriefes 2 vorrangig mit der Drehtechnik befasst haben und wir hier die nötigen Grundlagen erlernt, vertieft und angewendet haben, werden wir uns nun mit der Frästechnik befassen. Wir werden die einzelnen Inhalte methodisch aufeinander aufbauend erlernen. Ein wesentlicher Unterschied zwischen der Drehtechnik und der Frästechnik ist, dass wir in der Frästechnik mit mindestens einer zusätzlichen Bearbeitungsachse, bei modernen Bearbeitungszentren mit bis zu drei weiteren Bearbeitungsachsen, Werkstücke bearbeiten.
In der Frästechnik werden in den meisten Situationen auch keine rotationssymmetrische, also zylindrische Werkstücke angefertigt sondern kubische bzw. quaderförmige Formen mit Nuten, Bohrungen usw. In unserem Fernlehrgang, in den wir die Grundlagen für die CNC-Frästechnik legen, werden wir mit einer Auswahl von quaderförmigen Werkstücken arbeiten. Ein weiteres Unterscheidungsmerkmal der Drehtechnik und der Frästechnik ist, dass sich bei der Frästechnik nicht das Werkstück dreht, sondern im Regelfall das Werkzeug.
Den konstruktiven Aufbau einer Fräsmaschine haben Sie bereits in Lehrbrief 1 kennengelernt, als Einführung können Sie das entsprechende Kapitel noch einmal wiederholen. Das Koordinatensystem, welches beim Fräsen verwendet wird, haben Sie ebenfalls schon kennengelernt.
Einige Übungsaufgaben, in denen wir Koordinaten für Fräswerkstücke erarbeitet haben, haben wir in Lehrbrief 1 und 2 durchgeführt. Diese Informationen werden wir jetzt in unseren Fräswerkstücken anwenden. Auch in der Frästechnik kommt der Arbeitsplanung ein sehr hoher Stellenwert zu. Je genauer und effektiver Sie planen, desto besser können Sie Projekte umsetzen. An erster Stelle steht die Analyse der technischen Zeichnung. Wir sollten uns von folgenden Punkten leiten lassen:
die Spannung des Werkstückes
die Auswahl der Werkzeuge
die Planung der Arbeitsschritte
die Bestimmung der Schnittdaten
das Erstellen des Programms
die grafische Simulation
die Optimierung des Programms
Um diese Punkte berücksichtigen zu können, müssen wir natürlich auch eine technische Zeichnung des zu fertigenden Werkstückes vorliegen haben. Unser erstes Fräswerkstück werden wir anhand von folgendem Beispiel komplett planen und programmieren.

Übung
Übung 16

Abb. 4.1: Übung 16 Fräswerkstück
Hier noch einige ergänzende Informationen, die wir zur Bearbeitung dieses Werkstückes benötigen:
- Werkstoff: S235JR
- Rohteilmaße: Länge 120 mm × 80 mm × 25 mm (Länge × Breite × Dicke)
- Maschinenauswahl für die Programmierung und Simulation: DEMO- Fräsmaschine
- Name des Werkstückordners und des Hauptprogramms: UEBUNG_16
- Für die Bearbeitung sollen so stabile Werkzeuge als möglich verwendet
- Der Absatz mit Breite 20 mm und Tiefe 15 mm wird mit einem Schaftfräser Ø 25 mm gefräst.
- Die Kontur mit Bearbeitungstiefe 10 mm weist den Innenradius R9 auf, daher muss der Fräserradius des für die Fertigung vorgesehenen Werkzeugs kleiner als R9 sein. Die Kontur soll ja form- und maßgenau hergestellt werden. Das geeignete Werkzeug ist der Schaftfräser Ø 16 mm. Beide Fräser sollen aus Hartmetall sein.
- Der Absatz und die Kontur sind jeweils vorbearbeitet und weisen ein Aufmaß von 1 mm in allen Achsen Eine Vorbearbeitung ist deshalb nicht nötig.
Lassen Sie uns zu Beginn die Arbeitsschritte des Fräswerkstückes genauer analysieren und anschließend das Einrichteblatt und den Arbeitsplan erstellen.
Die vorgesehenen Fräser zerspanen mit ihrem Umfang und müssen an der Werkstückkontur entlang geführt werden. Jede CNC-Fräsmaschine positioniert, wenn Sie nichts anderes angeben, auf den Fräsermittelpunkt bezogen. Für die Fertigung dieser Konturen wären umfangreiche Berechnungen zur Ermittlung der Fräsermittelpunktsbahn notwendig.
In folgendem Bild sehen Sie diese Problematik dargestellt. Die mit dem Abstand FR gekennzeichneten Strichlinien sind in Abhängigkeit vom jeweiligen Fräserradius zu bestimmen.

Abb. 4.2: Fräsermittelpunktsbahn bei Übung 16
Werkzeugradiuskorrektur beim Fräsen
Sie können beruhigt sein, diese parallelen Konturen müssen Sie nicht berechnen. Dies übernimmt, wie Sie im Lehrbrief 2 im Kapitel „Werkzeugradiuskorrektur beim Fräsen“ gelernt haben, die Steuerung mit Hilfe der Werkzeugradiuskorrektur. Lassen Sie uns an dieser Stelle diese Thematik kurz wiederholen. Wir programmieren die Werkstückkontur und rufen mit einer Wegbedingung die notwendige Werkzeugradiuskorrektur auf. Die CNC-Steuerung rechnet mit dem im Werkzeugspeicher abgelegten Fräserradius die parallele Werkzeugbahn (Äquidistante) aus. Die Befehle sind:
G40
Aufhebung der Werkzeugradiuskorrektur
G41
Werkzeugradiuskorrektur links von der Kontur, dies bedeutet auch Gleichlauffräsen
G42
Werkzeugradiuskorrektur rechts von der Kontur, dies bedeutet auch Gegenlauffräsen

Abb. 4.3: Werkzeugradiuskorrektur beim Fräsen – G41 und G42
Hier bietet sich nochmals die Präsentation „Kap3_Werkzeugkorrektur_Fräsen“ aus dem zweiten Lehrbrief zur Wiederholung und Vertiefung an.
Der Bewegungsverlauf der Fräser soll, wie im Schema des Werkstückes dargestellt, stattfinden. Wenn wir also die Lage des Werkzeuges mit Blick in die Vorschubrichtung, bezogen auf die Fertigkontur betrachten, befindet sich das Werkzeug in beiden Fällen links neben der Fertigkontur. Wir programmieren also G41 und führen somit das Fräsverfahren Gleichlauffräsen aus. Das Gleichlauffräsen Fräsverfahren ist übrigens das am häufigsten angewandte Fräsverfahren in der CNC-Frästechnik.
Einrichteblatt Fräsen
Nach dieser Analyse fahren wir nun mit dem Einrichteblatt fort. In der Frästechnik werden wir folgendes Einrichteblatt verwenden:
Download Einrichteblatt Fräsen:

Auch stellen wir fest, dass wir ähnliche Randbedingungen vorfinden wie in der Drehtechnik. Lassen Sie uns nun auf die einzelnen Punkte im Einrichteblatt eingehen.
Die Stationsnummer im Einrichteblatt gibt die Station in unserem Magazin wieder. Für unsere Übungsaufgaben werden wir für jede Übungsaufgabe die Werkzeuge neu erstellen, somit ist die T-Nummer im NC-Programm immer identisch mit der Stationsnummer im Magazin. In der Praxis wird es aber auch vorkommen, dass wir mehr Werkzeuge in Verwendung haben als im Magazin Platz haben und wir diese Werkzeuge nicht immer neu anlegen wollen. Auf den CNC-Maschinen können im Werkzeugspeicher die Daten von z. B. 99 Werkzeugen gespeichert werden. Wenn das Werkzeugmagazin z. B. 24 Plätze zur Aufnahme der Werkzeuge besitzt, muss angegeben werden, welches Werkzeug auf welchem Magazinplatz eingesetzt werden muss. Die Angabe kann dann z. B. lauten Station 21 und T-Nr. 58. In diesen Fällen können die Stationsnummer im Einrichteblatt und die Werkzeugnummer unterschiedlich sein.
Bei der Benennung der Werkzeuge werden wir die Werkzeugnamen mit ergänzen- den Informationen angeben. Ergänzende Informationen können z. B. Schrupp oder Schlichtwerkzeug oder der Durchmesser eines Werkzeuges sein. Eine Werkzeugbezeichnung könnte beispielhaft wie folgt heißen: Schaftfräser – Ø 30 mm – Schruppen.
Bei den Werkzeugkorrektur-Daten geben wir die T-Nr., unter Berücksichtigung der vorher genannten Informationen, den Werkzeugradius, und die Länge des Werkzeuges an. Der Radius und die Länge des Werkzeuges werden in der Regel mittels Werkzeugvoreinstellgerät ermittelt. Gehen wir an dieser Stelle etwas genauer auf die Werkzeugkorrekturdaten bei Fräswerkzeugen ein. Laut DIN sind folgende Maße zur Ermittlung der Werkzeugkorrekturdaten genormt: Der Werkzeugeinstellpunkt E ist Bezugspunkt zum Vermessen des Werkzeuges. Die Länge L definiert die Werkzeuglänge des Fräswerkzeuges. Mit dem Buchstaben Q ist der Radiuswert des entsprechenden Werkzeuges bestimmt.
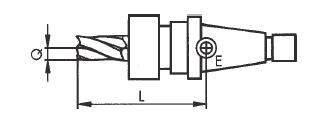
Abb. 4.5: Werkzeugkorrekturdaten Fräswerkzeug (Schema)

Abb. 4.6: Werkzeugkorrekturdaten Fräswerkzeug (Bild)
Bezogen auf ein reales Werkzeug können die Daten wie folgt übertragen werden:
Die ermittelten Werte werden in unserem Einrichteblatt unter Radius und Länge eingetragen. Nach diesem Exkurs in die Fachkunde kehren wir nun wieder zurück zu unserem Einrichteblatt.
Die Zähnezahl des Werkzeuges tragen Sie in der entsprechenden Spalte als Merkhilfe zur Berechnung der Vorschubgeschwindigkeit ein. Von der Steuerung wird dieser Wert nicht gebraucht. Dasselbe gilt für den Schneidstoff. Die Angabe hier soll beim Austauschen des Werkzeuges (Schneiden stumpf) für den richtigen Ersatz sorgen. Zusätzlich hilft diese Angabe bei der Wahl der Schnittgeschwindigkeit.