Innenbearbeitung beim CNC-Drehen – Teil1
Nachdem wir uns in den vorangegangenen Lehrbriefen beim Drehen ausschließlich mit der Bearbeitung von Außenkonturen befasst haben, behandeln wir in diesem Kapitel hauptsächlich die Innenbearbeitung, da Drehteile in der Regel nicht nur aus Außenkonturen bestehen.
Lernziele
Nach dem Durcharbeiten des Kapitels kennen Sie
- die Gliederung der Arbeitsschritte einer Innenbearbeitung beim Drehen,
- die Vorgehensweise beim Rüsten der Maschine bei der Innenbearbeitung,
- die unterschiedlichen Bohrzyklen bei der Siemens Sinumerik, die zur Verfügung stehen;
können Sie
- Drehzahlen beim Bohren berechnen,
- Bohrzyklen programmieren und parametrieren,
- den Abspanzyklus CYCLE95 für die Innenbearbeitung programmieren und parametrieren.
Grundsätzlich kann behauptet werden, dass die Konturelemente, die wir an Außenkonturen herstellen können, auch an Innenkonturen auftauchen und bearbeitet werden können. Das Zentrieren, das Bohren, sowie das innen Ausdrehen sind zusätzlicher und fester Bestandteil der Innenbearbeitung. Hierfür stellt die Siemens 840D verschiedene Herstellerzyklen für diese Bearbeitungen zur Verfügung. Die Vorgehensweise beim Programmieren und das Rüsten der Maschine weisen Unterschiede zur Außenbearbeitung auf. Das können wir am Besten an einer Übungsaufgabe erarbeiten.

Übung
Übung 14
Folgendes Drehteil soll uns zur Erarbeitung der Arbeitsschritte bei Innenkonturen helfen.
Wir programmieren die Buchse:

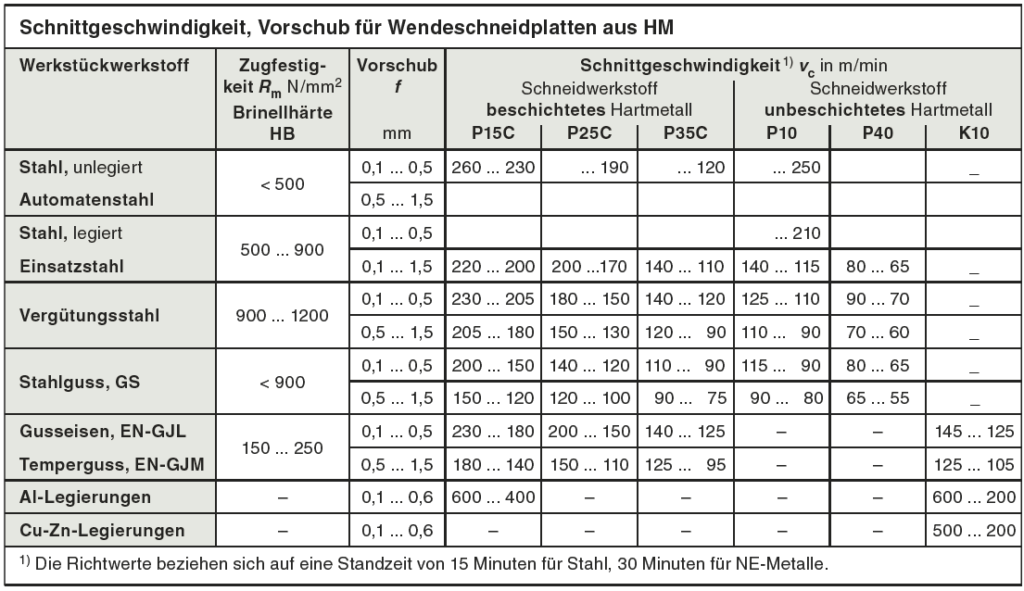
Abb. 1.1: Übung 14 Buchse
Hier noch ergänzende Informationen zu unserem Drehteil:
Maschinenauswahl in SinuTrain: DEMO-Drehmaschine
Werkstoff: S235 JR
Die linke Anlagefläche des Rohteils ist schon fertig bearbeitet.
Das Rohteil hat die Abmaße Ø 90 mm × 66 mm lang.
Die Schnittwerte für die Plandreh- und Schruppbearbeitung entnehmen wir, wie gewohnt, aus der Tabelle folgenden Tabelle
Die Bohr- und Schruppbearbeitung führen wir mit den entsprechenden Herstellerzyklen aus. Fertigkontur für Abspanzyklus wird im Unterprogramm FKI_UE14 beschrieben.
Beginnen wir wie gewohnt mit der Analyse der technischen Zeichnung und leiten dabei die einzelnen Arbeitsschritte für dieses Drehteil ab. Anschließend werden wir auf das Einrichteblatt und den Arbeitsplan eingehen.
Eine Vorlage steht hier für Sie zum Download bereit.
Arbeitsplan

Einrichteplan
Der erste Arbeitsschritt bei diesem Drehteil wird das Plandrehen und die Herstellung der Fase von 1.5 × 45° am Ø 90 mm sein. Diese beiden Arbeitsschritte stellen mit unserem jetzigen Wissensstand kein größeres Problem mehr dar, deshalb werden wir das hier nicht besonders vertiefen. Betrachten wir als erstes die Herstellung von Ø 33 mm. Es gibt mehrere Möglichkeiten diesen Durchmesser zu fertigen.
Bohren
Die erste Möglichkeit, die sich hier anbieten würde, ist die Bearbeitung mit herkömmlichen Bohrern aus HSS (Hochleistungsschnellarbeitsstahl = engl.: high speed steel). Bei dieser Bearbeitung müssen wir darauf achten, dass die resultierende Oberflächengüte bei Bohrungen nicht einer Schlichtoberfläche sondern der Güte einer Schruppoberfläche entspricht. Deshalb wird Ø 33 mm in der Regel schrittweise auf z. B. Ø 32 mm (je nach gewähltem Aufmaß) vorgebohrt und anschließend mit den Innendrehmeißeln fertig bearbeitet. Beim Vorbohren muss als erster Schritt das Werkstück zentriert werden. Diese Zentrierung dient als Führung für den nächsten Bohrvorgang mit einem weiteren Bohrer. Wir können den Ø 32 mm nicht auf einmal mit einem HSS-Bohrer herstellen, wir müssen also Vorbohren. Alle Bohrungen über Ø 12 mm (Spantiefe pro Schneide 6 mm), sind aufgrund praktischer Erfahrungen vorzubohren. Vorbohren bedeutet, dass wir uns schrittweise dem gewünschten Ø 32 mm annähern.
Wir gehen folgendermaßen vor:
- Nach dem Zentrieren bohren wir mit einem Bohrer Ø 12 mm vor. Zum besseren Verständnis habe ich die Bearbeitung mit roten Linien in unsere Technische Zeichnung eingezeichnet.
Anschließend halbieren wir den verbleibenden Wert, der auf unseren gewünschten Ø 32 mm Wir beachten aber, dass wir die max. Spantiefe von 6 mm nicht überschreiten. Wir bohren also als nächstes mit einem HSS-Spiralbohrer Ø 22 mm. Hier habe ich die Linien mit der Farbe orange eingezeichnet.
- Zum Abschluss wählen wir den Bohrer mit den erforderlichen Ø 32 mm aus. Diesen Bearbeitungsdurchmesser habe ich mit der Farbe blau eingezeichnet
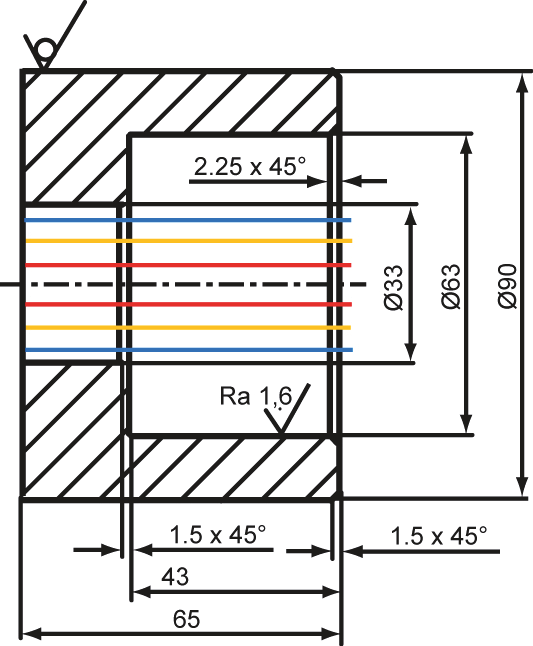
Abb. 1.4: Arbeitsschritte Buchse
Anschließend wird die Fertigbearbeitung mit Innendrehmeißeln durchgeführt.
Eine weitere Möglichkeit haben Sie, wenn Sie einen Wendeplattenbohrer einsetzen.
Dieses Bohrwerkzeug ist mit zwei hartmetallbeschichteten Wendeschneidplatten bestückt. Hier fällt das Zentrieren weg. Auch ist das Vorbohren nicht nötig. Wir können direkt mit Ø 30 mm ins „Volle“ bohren und anschließend die Fertigbearbeitung mit den Innendrehmeißeln und dem Abspanzyklus durchführen.

Abb. 1.5: Wendeplattenbohrer
Die letzte Möglichkeit den Ø 33 mm herzustellen ist, indem mit dem kleinstmöglichen Durchmesser vorgebohrt wird und mit den Innendrehmeißeln mithilfe des Abspanzyklus die Kontur vorgeschruppt und anschließend fertig bearbeitet wird. Mit welchem Durchmesser vorgebohrt wird, hängt natürlich von der Geometrie der verwendeten Innendrehwerkzeuge ab. Das soll folgende Grafik verdeutlichen:

Abb. 1.6: Abmaße Innendrehwerkzeuge
Der Durchmesser mit dem gebohrt wird, muss mindestens dem Maß zuzüglich der Abhebewege entsprechen (Kennzeichnung mit 1). Ansonsten fährt der Innendrehmeißel an die Kontur an und verursacht Konturverletzungen bzw. wir fahren mit dem Werkzeug auf das Werkstück auf, was im schlimmsten Falle zu schwerwiegenden Folgen für Mensch und Maschine führen kann.

Grundsätzlich sind bei der Durchführung von Bohrbearbeitungen in der CNC-Drehtechnik noch folgende, wichtige Details zu beachten:
Bohr- und Fräsoperationen auf der Stirnfläche des Drehteils werden in der Ebene G17 programmiert.
Bohr- und Fräsoperationen auf der Mantelfläche des Drehteils werden in der Ebene G19 programmiert. Alle weiteren Drehoperationen werden, wie bereits gelernt, in der Bearbeitungsebene G18
Welche Methode angewendet wird, hängt von der Wirtschaftlichkeit ab. Hierbei sind das vorhandene Werkzeug, die Maschinenkonfiguration und die Schnittdaten sowie die Losgröße von entscheidender Bedeutung.
Wir entscheiden uns in unserem Beispiel für die zweite Möglichkeit mit dem Wendeplattenbohrer. Auf die Schnittdaten werden wir bei der Arbeitsplanung näher eingehen.