Genereller Aufbau einer CNC-Fräsmaschine
Auch bei Fräsmaschinen kann die Einteilung nach der Lage der Arbeitsspindel erfolgen:
Ist die Lage der Arbeitsspindel waagerecht, so wird diese Maschine als Horizontalfräsmaschine (Waagerechtfräsmaschine) bezeichnet. Bei einer senkrechten Lage der Ar- beitsspindel spricht man von einer Vertikalfräsmaschine (Senkrechtfräsmaschine).
Eine Universalfräsmaschine ist von vertikaler auf horizontale Bearbeitung umrüstbar und mithilfe eines Schwenkkopfes schnell wieder einsatzbereit. Universalfräsmaschinen werden aber in heutiger Zeit fast von Vertikalfräsmaschinen ersetzt.
Unter einem Bearbeitungszentrum CNC-Fräsmaschine der Firma versteht man eine in mindestens vier Achsen (drei lineare und ein Arbeitsraum Rundtisch) numerisch gesteuerte Maschine zum Fräsen und Bohren. Dabei können Werkstücke an mindestens vier Seiten ohne Umspannen bearbeitet werden. Die Werkzeuge sind in einem Magazin gespeichert und werden automatisch gewechselt.

Abb. 3.15: CNC-Fräsmaschine der Firma Optimum mit gekapseltem Arbeitsraum
Werkstück-Wechseleinrichtungen wie Palettenwechsler verkürzen die Stillstandszeiten. Das Auf- und Abspannen der Werkstücke erfolgt außerhalb des Arbeitsraumes, während die Maschine weiterarbeitet.
Aus dem Werkzeugmagazin werden die Werkzeuge entnommen und nach dem Gebrauch wieder abgelegt. Kettenspeicher, Tellermagazine, Längsspeicher oder Ringmagazine sind verschiedene Bauarten von Werkzeugmagazinen.
In den Wechseleinrichtungen kommen komplette Werkzeugsysteme zum Einsatz.
Ein Werkzeugsystem besteht in der Regel aus einem Werkzeughalter (Werkzeugaufnahme), einem Schneidenträger und einer oder mehreren Schneiden.

Abb. 3.16: Tellermagazin

Abb. 3.17: Schematischer Aufbau eines Werkzeugsystems von Fräswerkzeugen
Die Werkzeugaufnahmen müssen hohe Rundlaufgenauigkeit und sicheres Spannen des Werkzeuges gewährleisten. Ein ganz wichtiger Punkt ist bei den hohen Drehzahlen die Wuchtgüte dieser Aufnahmen.
Sie werden unterteilt nach Steilkegelaufnahmen (SK) und Hohlschaftkegelaufnahmen (HSK). Bei den Steilkegelaufnahmen sind die Größen SK40 und SK50 sowie ein Anzugsbolzen üblich. Eine ältere Variante ist die Ausführung mit einer Ringnut.

Abb. 3.18: Steilkegelaufnahme mit Anzugsbolzen
Auf den Bearbeitungszentren setzt sich mehr und mehr die HSK-Aufnahme durch. Aufgrund der verbesserten Konstruktion ergeben sich diese Vorteile:
- höhere Genauigkeit durch feste axiale Positionierung mithilfe der Plananlage
- hohe Steifigkeit
- Eignung für hohe Drehzahlen
- keine Notwendigkeit eines Anzugsbolzens
Für das Spannen der Werkstücke gibt es je nach Bearbeitungsverfahren und Werkstückform verschiedene Spannmittel. Die Auswahl der Spannmittel sollte nach folgenden Kriterien erfolgen:
- ausreichend feste Werkstückspannung
- hohe Wiederholgenauigkeit beim Werkstückwechsel
- gute Erreichbarkeit durch den Bediener
- geringe Werkstückwechselzeiten

Abb. 3.19: Hohlschaftkegel-Aufnahme
Die übliche Spannmöglichkeit für kleine Frästeile mit regelmäßiger Oberfläche ist ein hydraulisch spannender Schraubstock.
Große Teile werden mithilfe von Spannelementen (Spannschrauben, Spannpratzen, hydraulischen Spannpratzen, Schnellspannpratzen) auf den Arbeitstisch gespannt.
Bei komplizierten Frästeilen werden Sonderspannvorrichtungen verwendet.

Abb. 3.20: Hydraulischer Schraubstock
Mithilfe von Vorrichtungsbaukästen ist es möglich, relativ schnell individuelle Spannvorrichtungen zusammenzustellen. Dünne und flächige Teile können auf Vakuumspanneinrichtungen bearbeitet werden.
Das Rüsten von Frästeilen nimmt relativ viel Zeit in Anspruch. Deshalb ist eine kostengünstige Fertigung nur möglich, wenn die Werkstücke außerhalb der Maschinen aufgespannt werden können. Palettenwechseleinrichtungen und Spannstationen sind dazu in den Maschinen integriert.

Abb. 3.21: Vorrichtungen mit Baukastensystem
Zusammenfassung
Moderne CNC-Werkzeugmaschinen besitzen einen gekapselten Arbeitsraum, einen stufenlos regelbaren Hauptantrieb, Einzelantriebe für jede Achse, ein stabiles Maschinengestell und einen automatischen Werkzeugwechsler.
Als Hauptantriebe kommen häufig frequenzgeregelte Drehstrommotore zum Einsatz.
Als Vorschubantriebe kommen im Wesentlichen Gleichstrom- und Drehstrommotoren sowie Linearantriebe zum Einsatz.
Der Kugelgewindetrieb stellt die Verbindung vom Vorschubmotor zum Maschinenschlitten dar (außer bei Linearantrieben).
Als Führungen kommen hydrodynamische, Wälz- und Linearführungen zum Einsatz.
Werkzeugsysteme bei CNC-Drehmaschinen setzen sich aus Werkzeughalter, Schneidenträger und Schneide(n) zusammen.
Es gibt verschieden Arten von Werkzeugmagazinen bei CNC-Drehmaschinen. Dies sind unter anderem Scheiben und Trommelrevolver.
Für die Werkzeugspannung kommen komplette Werkzeugsystem zum Einsatz. Dieses System besteht aus VDI-Werkzeughalter, Schneidenträger und einer oder mehrerer Schneiden.
Die Elemente eines Drehwerkzeuges bestehen aus Schneidstoff, Schneidengeometrie und Spannsystem.
Drehmaschinen werden in Flach- und Schrägbettdrehmaschinen unterschieden.
Fräsmaschinen werden in Horizontal-, Vertikal- und Universalfräsmaschinen unterschieden.
Aufnahmen für Fräswerkzeuge werden in Steilkegel- (SK) und Hohlschaftkegel-Aufnahmen (HSK) unterschieden.
Spannmittel sollen ausreichend feste Werkstückspannung, hohe Wiederholgenauigkeit beim Werkstückwechsel, gute Erreichbarkeit durch den Bediener und geringe Werkstückwechselzeiten sicherstellen.

Übung
Im Folgenden stellen wir Ihnen einige Übungsfragen. Sie finden die Lösungen zu diesen, indem Sie mit der Maus auf den Kasten gehen. Versuchen Sie jedoch die Fragen vorerst für sich selbst zu beantworten und nutzen Sie die Lösungsvorschläge nur zur Unterstützung und Kontrolle.
1. Beschreiben Sie fünf Vorteile und zwei Nachteile der CNC-Fertigung und geben Sie dazu Beispiele an!
Vorteile
- Rüst- und Nebenzeiten zu minimieren
- Nutzungsgrad der Maschine deutlich erhöhen
- Einsparfaktor im Bereich der Lagerkosten
- höherer Automatisierungsgrad
- Einsparung von Werkzeugkosten
- Optimierung der Hauptnutzungszeit
Nachteile:
- hohe Kapitalbindung
- höhere Anforderungen an betriebliches Wartungspersonal
2. Welches sind die Ziele der CNC-Fertigung?
- gleichbleibende Fertigungsqualität
- kürzere Durchlaufzeiten durch Komplettbearbeitung
- kürzere Fertigungszeiten
- höhere Qualität
- weniger Kontrollaufwand
- hohe Flexibilität
3. Was ist der Unterschied zwischen CNC und NC?
Der „NC Sammelbegriff“ steht für alle mit Zahlen gesteuerten Geräte.
NC-Steuerungen besitzen, im Gegensatz zu CNC-gesteuerten Maschinen, keine Speichermöglichkeiten, d.h. für jedes zu fertigende Teil muss der Datenträger gelesen werden z. B. Lochstreifentechnik.
Bei CNC- Steuerungen berechnet ein Computer aus angegebenen Daten die entsprechenden Maschinenbewegungen. Auch bieten CNC-gesteuerte Maschinen die Möglichkeit direkt an der Steuerung Programme zu ändern bzw. zu speichern. Dies ist ein wesentlicher Vorteil gegenüber den NC-gesteuerten Maschinen.
4. Welches sind die Aufgaben eines DNC-Systems?
Der Fertigungsleitrechner ist über eine 8-fach serielle Karte mit den einzelnen CNC-Maschinen und einem Werkzeugvoreinstellgerät verbunden. Die Verkabelung findet durch eine herkömmliche v24 Schnittstelle statt. CNC-Programme und Werkzeugdaten von z. B. Werkzeugvoreinstellgeräten können zu den Maschinen übertragen und zum Fertigungsleitrechner rückübertragen werden.
Auch eine direkte Abarbeitung der CNC-Programme vom Fertigungsleitrechner ist möglich.
5. Wie werden die Antriebe unterteilt? Geben Sie zu jeder Art Beispiele an!
- Hauptantrieb und Vorschubantrieb
- Beispiel für Hauptantrieb: frequenzgeregelter Drehstrommotor
- Beispiel für Vorschubantrieb: Drehstrommotor, Linearmotor
6. Beurteilen Sie, ob folgende Aussagen richtig sind:
8. Welche Anforderungen werden an Führungen gestellt? Nennen Sie mindestens vier!
- hohe Führungsgenauigkeit durch geringes Spiel und hohe Steifigkeit
- Nachstellmöglichkeit des Führungsspiels
- geringe Reibung
- geringer Verschleiß
- gute Dämpfungseigenschaften
- einfache Wartungs- und Schmiermöglichkeiten
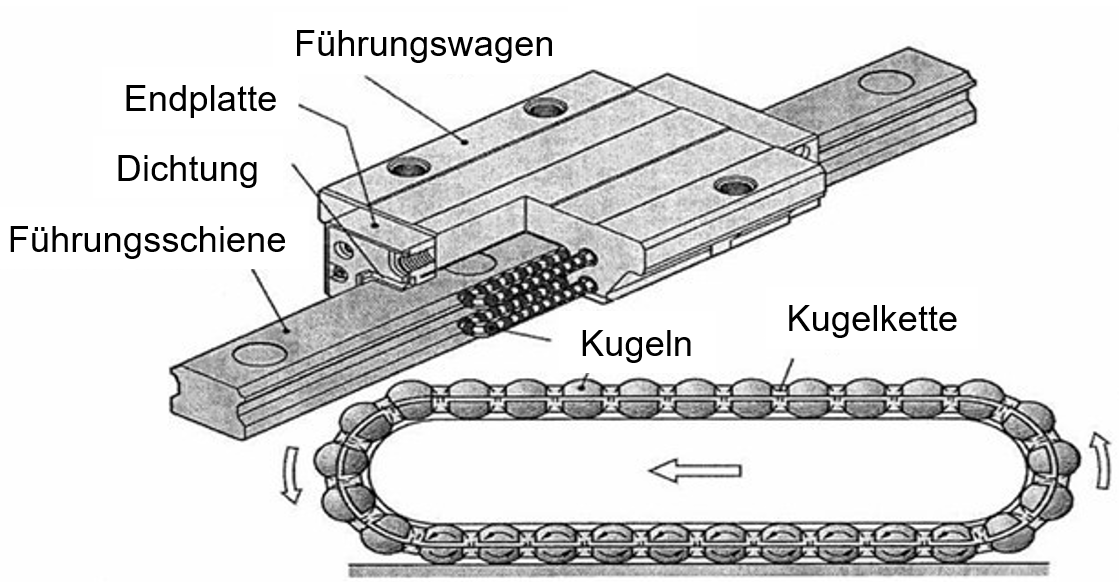
9. Skizzieren Sie schematisch den Aufbau einer Linearführung auf und benennen Sie die Bauteile richtig!