CNC-Steuerung
Lernziele
Nach dem Durcharbeiten des Kapitels kennen Sie
- die Grundprinzipien der Datenverarbeitung bei CNC-Maschinen,
- den grundlegenden Aufbau einer CNC-Steuerung,
- die Anwendung der Anpasssteuerung,
- die Funktionsweise der Achspositionierung,
- die grundsätzliche Gliederung der Bedientafel,
- die unterschiedlichen Bedientafeln und Rechner,
- die Betriebsarten einer CNC-Maschine.
Der grundlegende Aufbau einer CNC-Steuerung
Nachdem wir nun wissen, wie die Daten codiert werden, müssen wir nun herausfinden, wie diese codierten Daten nach ihrer Eingabe weiterverarbeitet werden.
Grundsätzlich arbeiten die Steuerungen der CNC-Maschinen nach dem gleichen Prinzip wie herkömmliche DV-Anlagen, dem sogenannte EVA-Prinzip. Lassen Sie uns an dieser Stelle dieses Prinzip der Datenverarbeitung gemeinsam aufarbeiten:
- E = Dateneingabe: Lesen und Speichern der numerischen Informationen, die eine fortlaufende Beschreibung eines Fertigungsablaufes darstellt.
- V = Datenverarbeitung: Hier verbirgt sich die Rechnerlogik. Es wird über sogenannte Vergleicher die Verstellrichtung und der Verfahrweg ermittelt (unter Berücksichtigung zusätzlicher Informationen wie Werkzeuglänge, Nullpunktverschiebungen…).
- A = Datenausgabe: Hier werden die ermittelten Steuersignale, die durch die Datenverarbeitung ermittelt wurden, verstärkt und über die Anpasssteuerung an entsprechende Stellglieder und Antriebe der Maschine weitergeleitet.
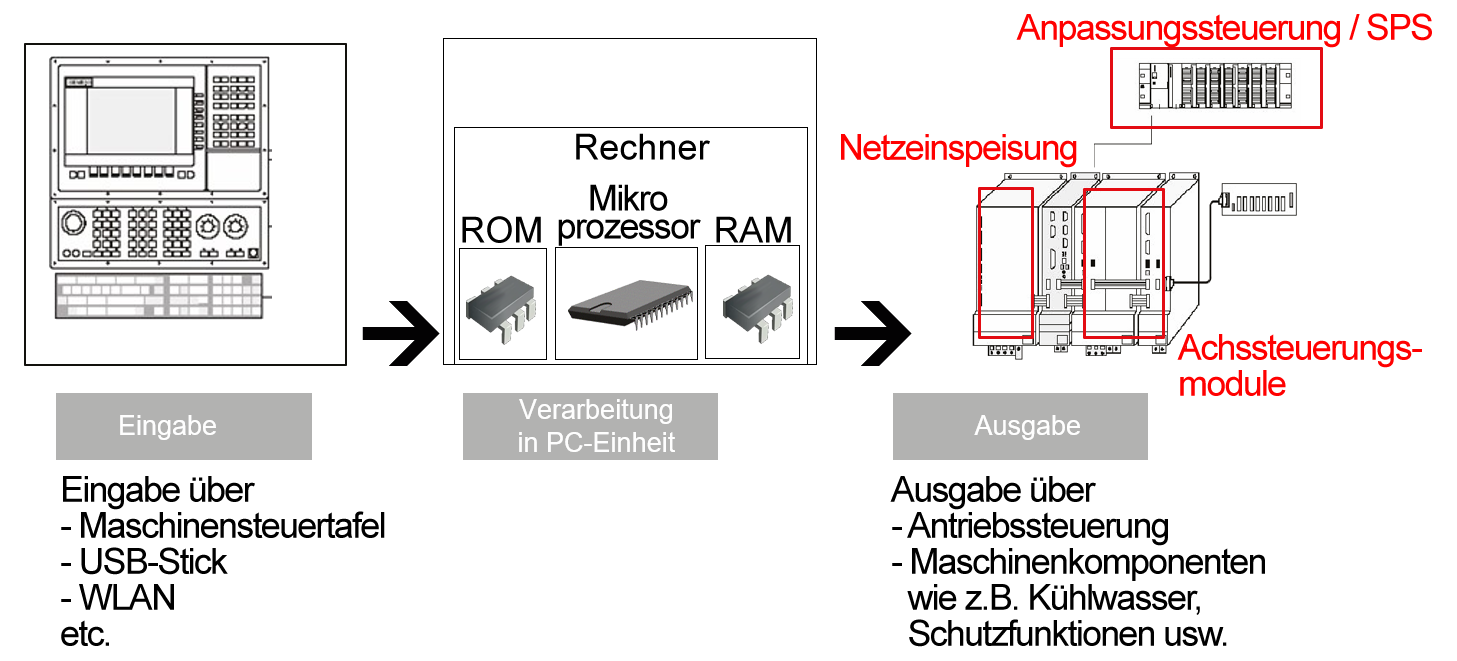
Abb. 5.1: Schema Aufbau einer CNC-Steuerung
Die Maschinenbedientafel
Die Maschinenbedientafel an modernen CNC-Maschinen gliedert sich in folgende Hauptbestandteile:
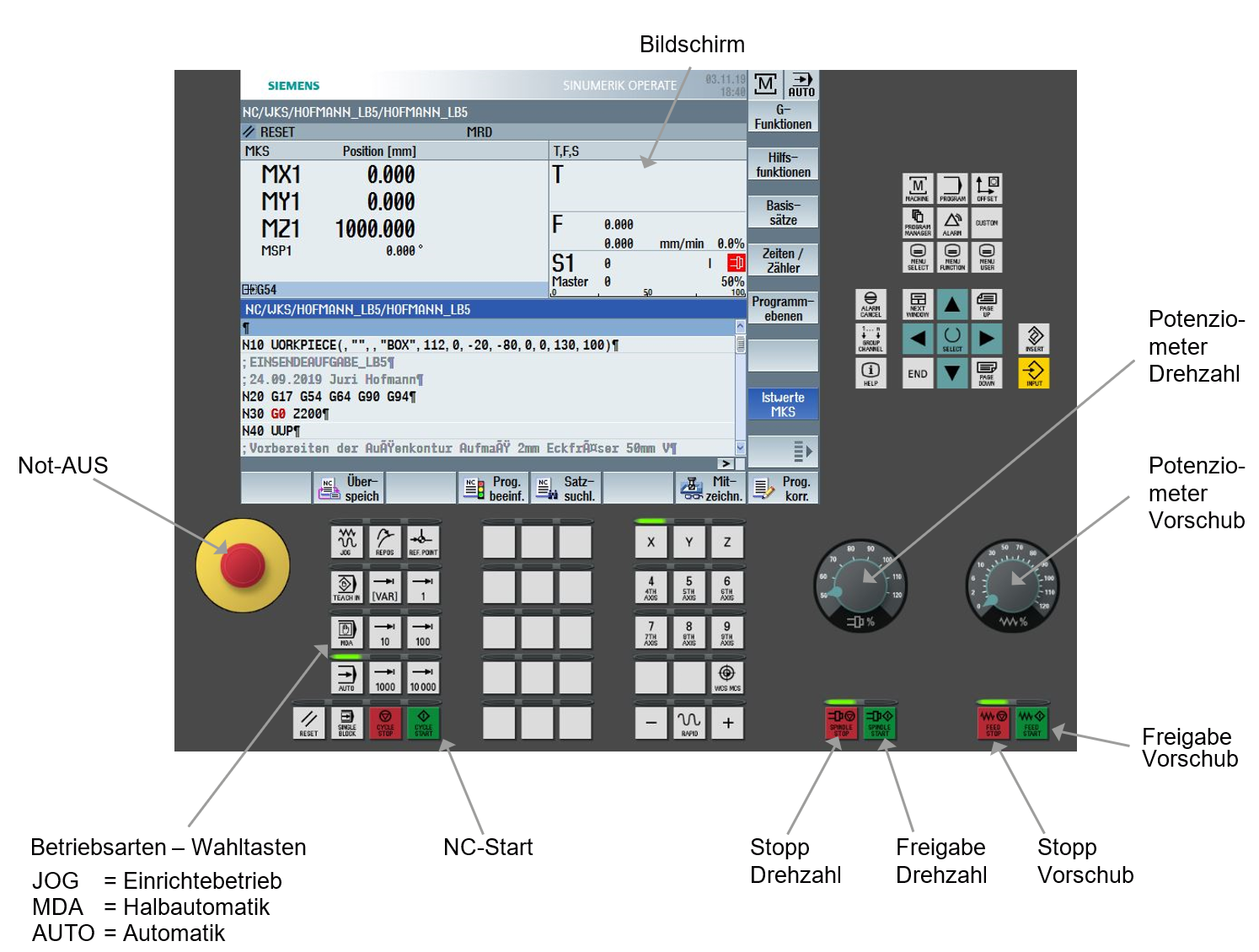
Abb. 5.2: Aufbau einer Bedientafel an CNC-gesteuerten Maschinen
Der Bildschirm
Ein grafikfähiger Farbbildschirm zeigt alle für die Bearbeitung eines Werkstückes wichtigen Informationen an.
Diese sind:
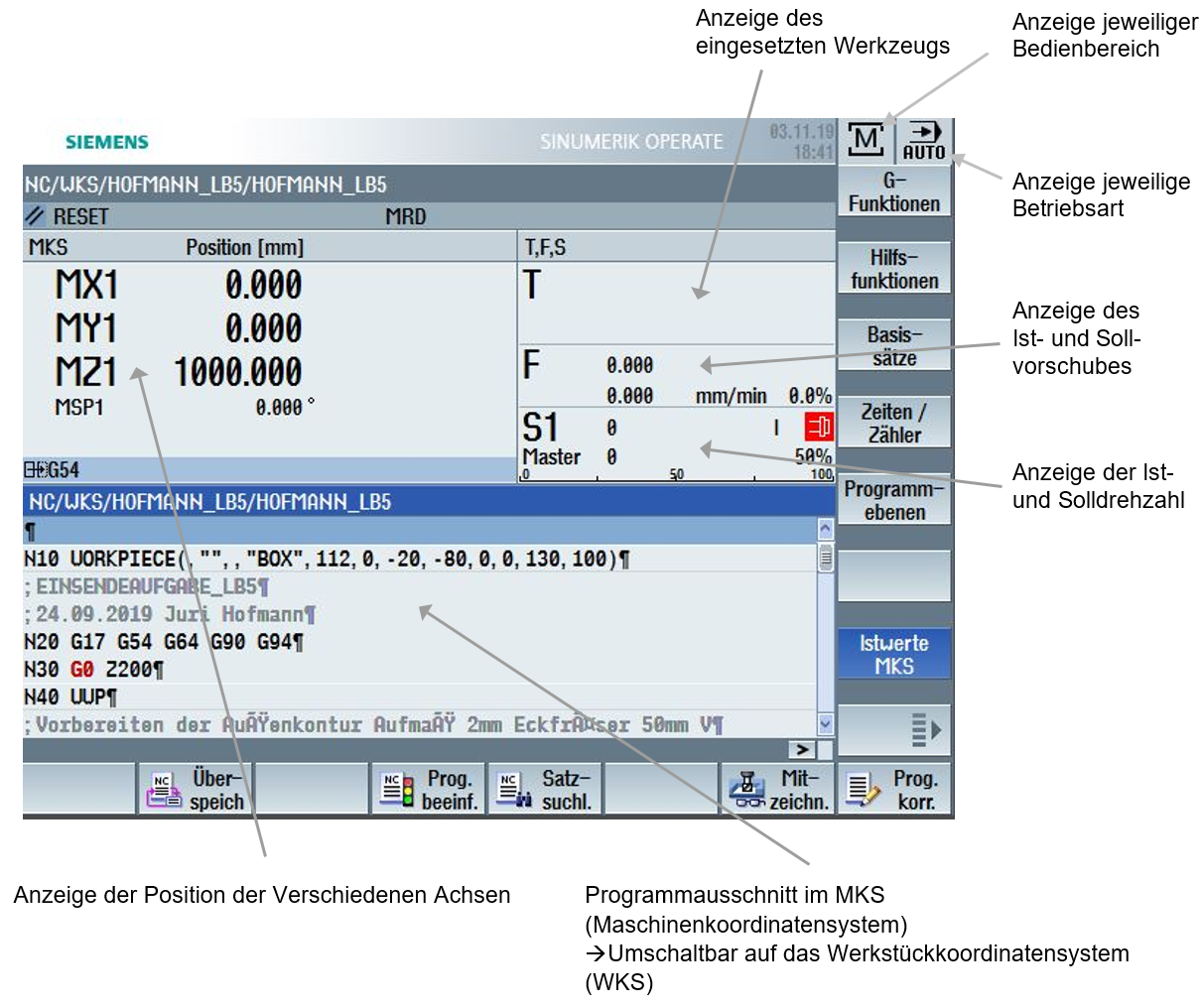
Abb. 5.3: Beispielhafter Aufbau eines Bildschirms an CNC-gesteuerten Maschinen
Der Aufbau ist hier exemplarisch an einer gängigen Siemens-840D-Steuerung beschrieben und kann herstellerspezifisch auch anders gestaltet sein.
Mit diesen Bedienelementen können die Achsen von Hand kontinuierlich oder im Schrittmaß verfahren werden. Das ist beim Rüsten der Maschine notwendig. Vorschubgeschwindigkeit und Drehzahl sind zumeist über Drehschalter prozentual veränderbar. Die Entriegelung der Kabinentür, Tasten für manuelles Bewegen des Werkzeugmagazins oder das Unterbrechen des Kühlmittelflusses sind weitere Funktionen in diesem Bereich. Der Not-Aus-Taster setzt die Maschine im Gefahrenfalle sofort still.
Diese Tastatur ist einer PC-Tastatur sehr ähnlich. Buchstaben- und Zifferntasten sowie verschiedene Sondertasten ermöglichen die Programmeingabe von Hand.
Damit wählt der Bediener die gewünschte Betriebsart an. Dies geschieht in der Regel über einen Betriebsartenwahlschalter oder über sogenannte Softkeys auf der Maschinensteuertafel.
Im Gegensatz zur konventionellen Maschine mit nur einer Betriebsart besitzt die CNC-Maschine mehrere Betriebsarten.
Diese sind im Wesentlichen:
- Handsteuern bzw. Einrichtebetrieb zum Rüsten der Maschine
- Das Editieren zum Erstellen, Verändern, Verwalten und grafischen Simulie- ren von Programmen
Die Betriebsart Folgesatz dient dem kontinuierlichen Abarbeiten des Programms. Diese Betriebsart sollte nur dann angewählt werden, wenn sichergestellt ist, dass in der Programmierung und durch das Rüsten der Maschine keine Fehler vorhanden sind.
Die Betriebsart Einzelsatz ermöglicht das schrittweise Abarbeiten des Programms. Diese Betriebsart muss beim erstmaligen Fertigen eines Werkstückes mit einem neu erstellten Programm bzw. nach erfolgtem Aufrüsten bzw. Umrüsten der Maschine verwendet werden.
In der Betriebsart Handeingabe oder Teach-In reagiert die Steuerung nur auf Befehle im Programmiercode. Sie können einen Satz oder wenige Sätze eingeben. Diese Betriebsart kommt zum Einsatz, wenn wenige Funktionen ausgeführt werden sollen und diese später nicht mehr gebraucht werden. Das kann z. B. das Anfräsen einer Bezugsfläche sein.
Die Anpasssteuerung
Die Anpasssteuerung übernimmt die Funktion, die Impulse aus der CNC-Steuerung für die Werkzeugmaschine umzuformen, zu verstärken und die Ausführung zu kontrollieren. Alle Informationen für die Ausführung von Schaltbefehlen oder die Lageregelung von Achsen laufen über die Anpasssteuerung.
Soll z. B. die Arbeitsspindel anlaufen und die Schutzhaube des Arbeitsraumes ist nicht geschlossen, dreht sich die Spindel nicht und am Bildschirm wird eine Fehlermeldung ausgegeben. Die Anpasssteuerung ist also die Logik der CNC-Maschine und wird durch eine speicherprogrammierbare Steuerung (SPS) realisiert.
Der Regelkreis der Achspositionierung
Der Regelkreis der Achspositionierung hat die Aufgabe, das Zusammenspiel von Steuerungsrechner, Antriebsmotor (Vorschubantrieb) und Maschinenschlitten mit den dazugehörigen Achsen zu regeln. Dieser Regelkreis besteht für jede Achse, die einen regelbaren Antrieb besitzt (in der Regel für jede Bearbeitungsachse).
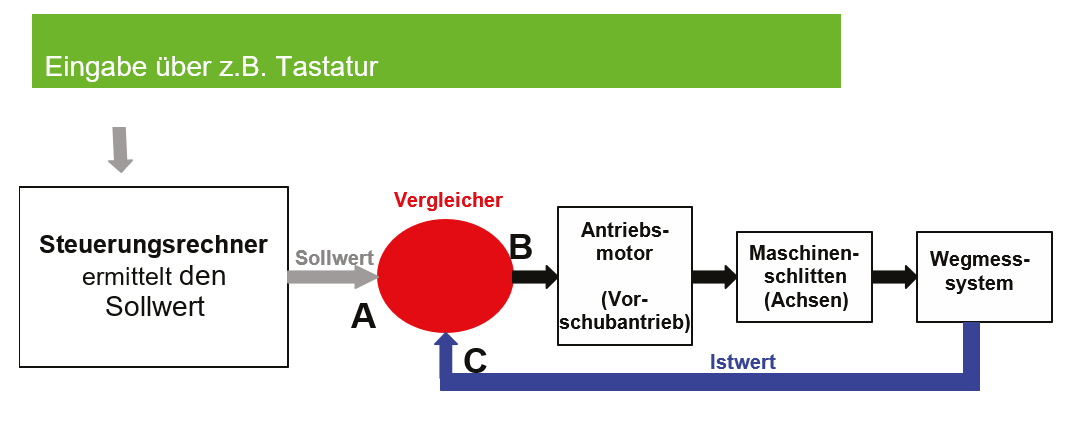
Abb. 5.4: Schema Regelkreis Achspositionierung
Lassen Sie uns dieses Schema gemeinsam interpretieren.
Der Steuerungsrechner berechnet nach der Eingabe den zu verfahrenden Wert und teilt diesen dem Vergleicher über Eingang „A“ mit (der Wert ist bereits im Binär-Code verschlüsselt).
Der Vergleicher initialisiert die Bewegung des Antriebsmotors.
Über den Spindeltrieb (z. B. Kugelgewindetrieb) entsteht die Schlittenbewegung in der jeweiligen Achse.
Durch das eingesetzte Wegmesssystem wird jede Positionsänderung erfasst und dem Vergleicher über Eingang „C“ ebenfalls mitgeteilt.
Der Vergleicher vergleicht den Sollwert mit dem Istwert. Ist der Istwert ungleich dem Sollwert, also ist die Sollposition noch nicht erreicht, bleibt der Schlitten über den Antriebsmotor so lange in Bewegung, bis beide Werte identisch sind. Sind beide Werte identisch, schaltet der Vergleicher den Antriebsmotor aus und durch eine neue Sollwertvorgabe startet der Regelkreis neu.
Zusammenfassung
CNC-Steuerungen arbeiten wie normale DV-Anlagen nach dem EVA-Prinzip (Eingabe – Verarbeitung – Ausgabe).
Die CNC-Steuerung gliedert sich in Bedientafel, Rechner und Anpasssteuerung.
Bestandteile der Bedientafel sind der Bildschirm, der Bereich der Maschinenbedienung, die Bedienelemente für die Programmeingabe und die Betriebsartentasten.
Als Hauptbetriebsarten kommen Handsteuern, Handeingabe, Einzelsatz, Folgesatz und Editieren vor.
Der Rechner ist Hauptbestandteil und besteht aus Mikroprozessor und Speicherbereichen.
Die Anpasssteuerung verknüpft die Befehle der CNC-Steuerung mit den Maschinenkomponenten.
Der Regelkreis der Achspositionierung regelt das Zusammenspiel von Achsen-Vorschubantrieb und Steuerungsrechner.