Steuerungsarten
Für die Fertigung des Werkstückes sind an der Maschine Achsbewegungen notwendig. Vor der Programmierung Ihres ersten Übungsteiles an einer Machine bzw. an unseren Programmiersystemen SinuTrain in Kombination mit den virtuellen Maschinen müssen wir uns erst noch etwas genauer die Funktionen der CNC-Steuerungen betrachten.
Mit dem Begriff „Steuerungsarten“ wird definiert, welche Bewegungen die Achsen der CNC-Maschinen aufeinander abgestimmt ausführen können.
Lernziele
Nach dem Durcharbeiten des Kapitels kennen Sie
- die Steuerungsarten (Punkt-, Strecken- und Bahnsteuerung) sowie deren Unterschiede,
- die Bedeutung der Geraden- und die Kreisinterpolation.
Bei der Punktsteuerung wird das Werkzeug auf die programmierten Punkte positioniert. Diese Punkte werden mit maximaler Geschwindigkeit (Eilgang) angefahren. Dabei findet kein aufeinander abgestimmtes (interpoliertes) Verfahren der Achsen statt. Es besteht kein Funktionszusammenhang zwischen den Achsen. „Jede Achse sucht sich unabhängig ihren Weg“. Das Werkzeug ist dabei nicht im Eingriff. Erst wenn die Zielposition von allen Achsen erreicht ist, findet eine Bearbeitung statt (z. B. Loch bohren). Diese erfolgt wenn notwendig mit Vorschubgeschwindigkeit.
Sie findet bei Bohr-, Stanz-, Punktschweißmaschinen aber auch bei einfachen Robotern Anwendung.
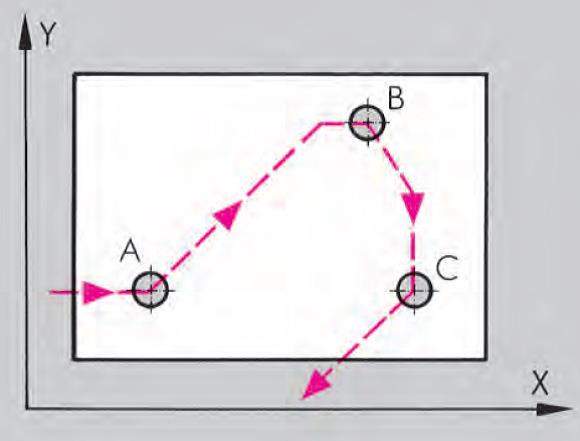
Abb. 1.1: Punktsteuerung (1)
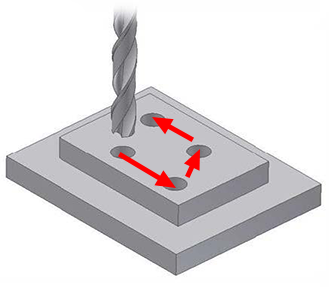
Abb. 1.11: Punktsteuerung (2)
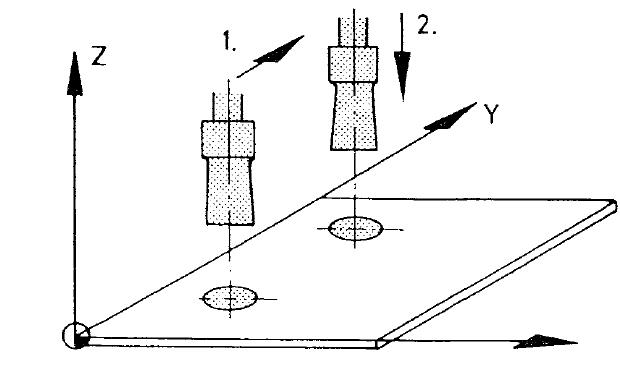
Abb. 1.12: Punktsteuerung (3)
Jeweils nur eine Achse wird bei der Streckensteuerung verfahren. Die Bewegungen erfolgen im Eilgang oder auch mit programmierter Vorschubgeschwindigkeit. Es sind nur achsparallele Verfahrwege möglich. Damit eignet sich diese Steuerungsart für den Einsatz auf einfachen Fräsmaschinen oder in Montagegeräten.
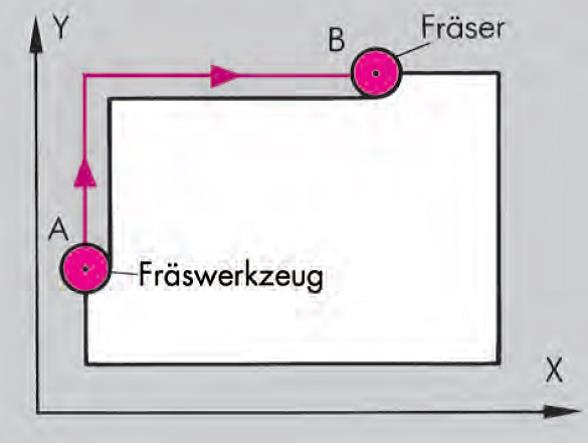
Abb. 1.2: Streckensteuerung (1)
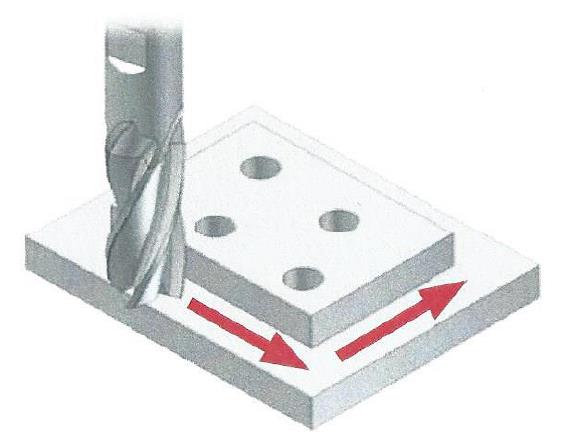
Abb. 1.21: Streckensteuerung (2)
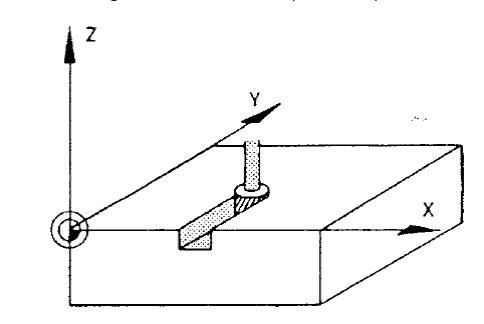
Abb. 1.22: Streckensteuerung (3)
Bahnsteuerungen ermöglichen während der Bearbeitung das Verfahren in mehreren Achsen gleichzeitig. Es besteht ein aufeinander abgestimmtes (interpoliertes) Verhalten der gemeinsam verfahrenen Achsen. Die gemeinsam verfahrenen Achsen stehen in einem Funktionszusammenhang. Die Verfahrbewegungen müssen aufeinander abgestimmt sein, um einen beliebigen, geradlinigen oder gekrümmten Bahnverlauf zu erhalten. Hierzu enthält die Steuerung einen Interpolator, der die Bewegung in den Achsrichtungen relativ zueinander so steuert, dass die gewünschte Kontur mit der programmierten Vorschubgeschwindigkeit erzeugt wird.
Anwendung findet diese Steuerungsart auf Fräs-, Dreh-, Erodier-, Laserschneid-, Schleifmaschinen etc. Also überall dort, wo komplexe Werkstückformen vorkommen. Roboter mit Bahnsteuerungen sind in vielen Bereichen eingesetzt. In der Automobilindustrie sind sie maßgeblich bei der Fahrzeugmontage beteiligt. Kleben, Schweißen sowie die Handhabung von Werkzeugen gehören zu den Aufgaben dieser Automaten.
Innerhalb der Bahnsteuerung unterscheidet man verschiedene Bauarten. Dies sind die 2D-Bahnsteuerung, die 2 1/2D-Bahnsteuerung sowie die 3D-Bahnsteuerung.
Abb. 1.3: 2D-Bahnsteuerbetrieb
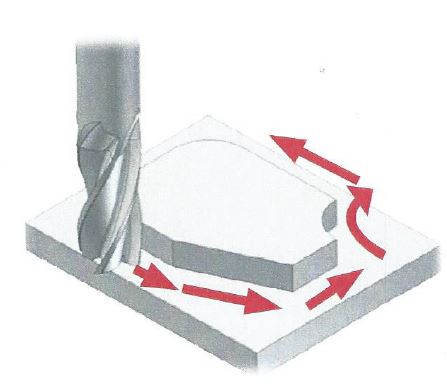
Abb. 1.4: 2D-Bahnsteuerbetrieb
Die 2D-Bahnsteuerung ermöglicht gerade und kreisförmige Werkzeugbewegungen in einer fest vorgegebenen Ebene. Die Bewegung von 2 Achsen ist aufeinander abgestimmt (interpoliert). Eine vorhandene dritte Achse kann nur unabhängig von den beiden anderen Achsen gesteuert werden. Anwendung hauptsächlich bei Drehmaschinen.
Bei einer 2 1/2D-Bahnsteuerung sind gerade und kreisförmige Werkzeugbewegungen wie bei der 2D-Bahnsteuerung möglich. Im Gegensatz zur 2D-Bahnsteuerungen kann jedoch auf die drei Hauptebenen (XY -, XZ -, YZ – Ebene) umgeschaltet werden. Das „Umschalten“ erfolgt mit einem entsprechenden Befehl im Programmiercode. Die Universalfräsmaschinen erlauben somit eine Bearbeitung in der horizontalen (Bild 30) und in der vertikalen Ebene.
Eine 3D-Bahnsteuerung ermöglicht das gleichzeitige Steuern von drei oder mehr Achsen. Damit sind komplizierte Verfahrbewegungen im Raum programmierbar. Moderne Fräsmaschinen besitzen heute alle diese Steuerungsart.
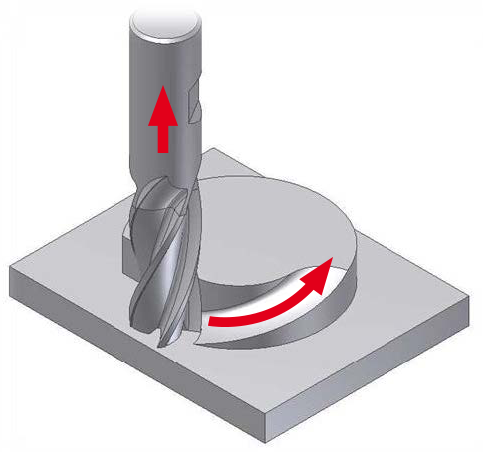
Abb. 1.5: 2 1/2 D-Bahnsteuerbetrieb
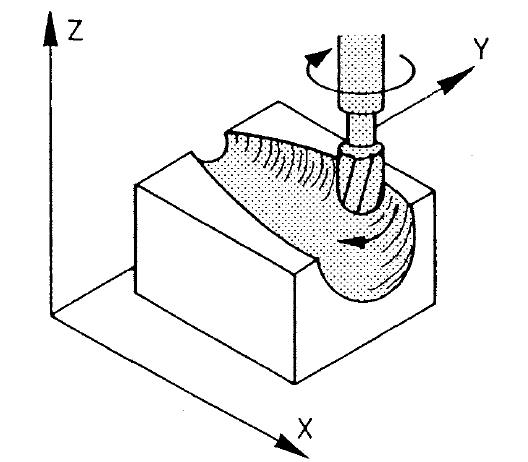
Abb. 1.6: 3D-Bahnsteuerbetrieb

Abb. 1.61: 3D-Bahnsteuerbetrieb
Interpolationsarten
Unter Interpolation versteht man in der CNC-Technik die Bestimmung von Zwischenpunkten, die auf einem definierten Wegabschnitt liegen. Die Punkte werden mithilfe von mathematischen Funktionen (lineare Funktionen, Kreisfunktionen) berechnet. Bei der Programmierung von Werkstückkonturen werden nur die aus der Zeichnung bekannten Bahnpunkte, z. B. Bahneckpunkte angegeben. Die für die Verfahrbewegung notwendigen Zwischenpunkte werden dann von einem steuerungsinternen Rechner (Interpolator) bestimmt. Zur Erstellung der Werkstückkonturen gibt es zwei Interpolationsarten. Die Unterscheidung erfolgt im Programmiercode über die Wegbedingung mit dem Adressbuchstaben G:
G1 = Geradeninterpolation (Linearinterpolation)
G2/G3 = Kreisinterpolation (Zirkularinterpolation
Die Vorschubbewegungen der Achsen werden digital (=“stufig“) gesteuert. Deshalb kann eine Bahn nicht „in einem Zug“ durchfahren werden, sondern nur abschnittsweise in kleinsten Wegeinheiten (Inkrementen).
Das Werkzeug soll mit konstanter Geschwindigkeit geradlinig vom Anfangspunkt A bis zum programmierten Endpunkt E bewegt werden. In gleicher Zeit muss somit das Werkzeug in Richtung X einen größeren Weg als in Richtung Y zurücklegen. Der Interpolator errechnet aus den programmierten Werten Bahnstützpunkte mit einer Interpolationsschrittweite, die wegen der Bearbeitungsgenauigkeit kleiner als ein Inkrement sein muss. Da aber in jeder Achse nur jeweils schrittweise verfahren werden kann, bestimmt der Interpolator aus den Bahnstützpunkten einen der Strecke AE angenäherten Polygonzug. Der Polygonzug wird sich umso genauer der Geraden annähern können, je größer die mögliche Rechengeschwindigkeit ist, d. h. je kleiner die Interpolationsschrittweite gewählt werden kann.
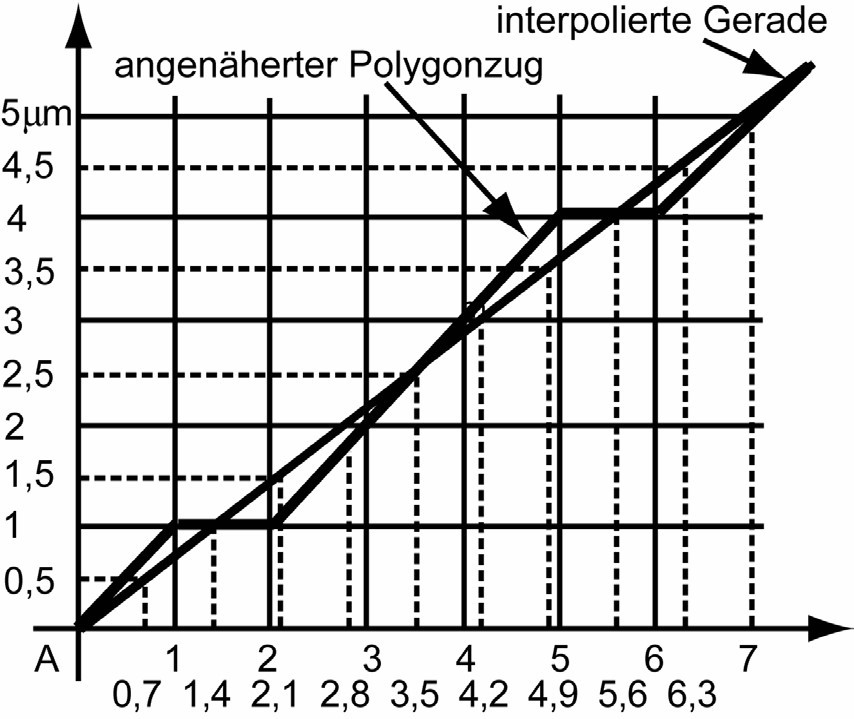
Abb. 1.7: Schema Geradeninterpolation
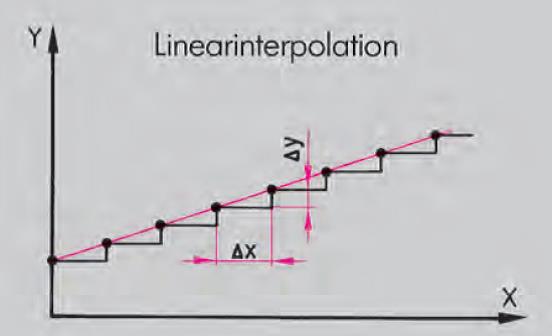
Abb. 1.71: Linearinterpolation
Die Steuerungen führen die Kreisinterpolation abschnittsweise auf die Geradeninterpolation zurück, d. h. durch Annäherung des Kreisbogens durch einen Polygonzug. Die Stützpunkte werden dabei durch einen Grobinterpolator bestimmt, der Geradeninterpolator übernimmt dann die Bestimmung des angenäherten Polygonzugs zwischen den Stützpunkten.

Abb. 1.8: Schema Kreisinterpolation
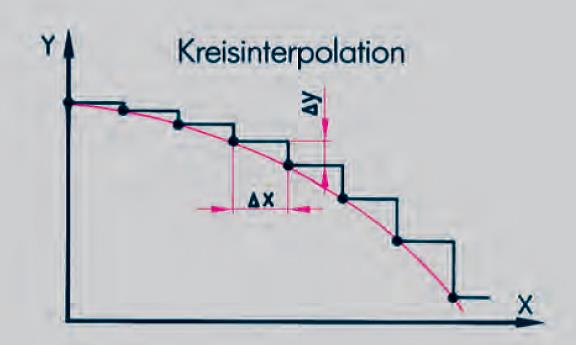
Abb. 1.81: Kreisinterpolation
Zusammenfassung
Zum Fertigen von Werkstücken auf CNC-Maschinen sind Achsbewegungen notwendig.
Achsbewegungen können unabhängig voneinander stattfinden oder im Achsverbund.
Achsbewegungen werden in Punkt-, Strecken- und Bahnsteuerung unterschieden.
Die Bahnsteuerung wird in 2D-, 2 1/2D-, und 3D-Bahnsteuerung unterschieden.
Um einen Bahnsteuerbetrieb realisieren zu können, müssen mindestens zwei Achsen im Funktionszusammenhang betrieben werden können.
Ein Funktionszusammenhang wird durch Interpolation erreicht.
Unterschieden wird in Geradeninterpolation (Linearinterpolation) und in Kreisinterpolation (Zirkularinterpolation).