Fräsen von Nuten und Langlöchern mit Siemens Sinumerik – Teil 1
Lernziele
Nach dem Durcharbeiten des Kapitels können Sie:
- Langlöcher mithilfe des entsprechenden Herstellerzyklus von Siemens Sinumerik programmieren und herstellen.
- Nuten mithilfe des entsprechenden Herstellerzyklus von Siemens Sinumerik programmieren und herstellen.
Nachdem wir uns im letzten Kapitel mit der Bearbeitung von Kreis- und Rechtecktaschen befasst haben, befassen wir uns in diesem Kapitel hauptsächlich mit der Bearbeitung von Nuten und Langlöchern. Was ist nun der Unterschied zwischen Langlöchern und Nuten? Währen Langlöcher hauptsächlich für Schraubverbindungen benötigt werden, werden Nuten für z. B. Passfedern, sogenannte Passfedernuten, benötigt. Weiteres Unterscheidungsmerkmal bei der Herstellung ist, dass Nuten in der Breite variabel programmiert bzw. parametriert werden können, während Langlöcher mit den Abmaßen des Werkzeuges hergestellt werden. Passfedernuten müssen eine wesentlich höhere Genauigkeit aufweisen als Langlöcher für Schraubverbindungen. Bei der Herstellung von Nuten wird noch zwischen den herkömmlichen Nuten, beispielsweise Passfedernuten, und den Kreisnuten unterschieden. Für die Herstellung von Nuten und Langlöchern stellt die Siemens Sinumerik Operate 4.4 Steuerung verschiedene Herstellerzyklen für diese Bearbeitungen zur Verfügung. Diese Herstellerzyklen tragen folgende Bezeichnung:
Längsnuten
SLOT1
Kreisnuten
SLOT2
offene Nuten
CYCLE899
Langlöcher
LONGHOLE
Die Parametrierung und die Programmierung dieser Nuten und Langlöcher erarbeiten wir uns gemeinsam, wie wir es schon bei den anderen Herstellerzyklen durchgeführt haben, an einer speziell dafür ausgewählten Übungsaufgabe.

Übung
Übung 21
Folgendes Fräswerkstück soll uns zur Erarbeitung der Arbeitsschritte bei Kreis- und Rechtecktaschen helfen:

Abb. 2.1: Übung 21 technische Zeichnung
Hier, wie gewohnt, noch einige ergänzende Informationen, die wir zur Bearbeitung dieses Werkstückes benötigen:
Werkstoff: S235JR
Rohteilmaße: Länge 120 mm × 90 mm × 16 mm (Länge × Breite × Dicke). Diese Maße sind bereits fertig bearbeitet und müssen deshalb nicht mehr angefertigt werden.
Maschinenauswahl für die Programmierung und Simulation: DEMO-Fräsmaschine
Name des Werkstückordners und des Hauptprogramms: UEBUNG_21
Für die Bearbeitung sollen so stabile Werkzeuge als möglich verwendet werden.
Die Langlöcher mit der Breite 8 mm sollen mit einem Langlochfräser Ø 8 mm hergestellt werden. Dieser Langlochfräser soll aus Vollhartmetall mit Beschichtung bestehen und eine Schneidenanzahl von z = 4 aufweisen. Diese Langlöcher sind durchgängig durch das Werkstück ausgeführt.
Die Nuten mit der Breite 16 mm sollen mit einem Langlochfräser Ø 10 mm hergestellt werden. Auch dieser Langlochfräser soll aus Vollhartmetall mit Beschichtung bestehen und eine Schneidenanzahl von z = 4 aufweisen. Die Tiefen dieser Nuten sind aus der technischen Zeichnung zu entnehmen. Für jede Nut ist eine Schrupp- und Schlichtbearbeitung durchzuführen.
Es ist darauf zu achten, dass so programmiert wird, wie auch die Bemaßung der einzelnen Elemente ausgeführt ist (im Speziellen: Polarkoordinaten und inkrementelle Bemaßung).
Wir werden die Arbeitsplanung und teilweise die Programmierung gemeinsam durchführen. Die Technologiedaten wie Schnittgeschwindigkeit Vc, Vorschub je Zahn fz sowie die Drehzahl n und die Vorschubgeschwindigkeit Vf werden Sie selbstständig nach Herstellertabellen ermitteln bzw. berechnen können.
Analyse der technischen Zeichnung
Analysieren wir zunächst die technische Zeichnung. Der Werkstücknullpunkt ist vorgegeben. Er befindet sich an der unteren linken Ecke des Werkstückes.
Demnach stellen wir fest:
Wenn wir das kartesische Koordinatensystem zu Grunde legen, verlaufen die Maße in der X-Achse in positiver Richtung und die Maße der Y-Achse ebenfalls in positiver Richtung.
Nehmen wir nun die einzelnen Langlöcher und Nuten genauer unter die Lupe. Als Erstes werden wir die Langlöcher mit der Breite 8 mm und anschließend die Nuten mit der Breite 16 mm durchnummerieren und anschließend genauer betrachten. Bei der Nummerierung legen wir folgende Betrachtungsweise zu Grunde:
Gleiche Geometrie (Länge, Breite und Tiefe)
Gleiche Lage (horizontal, vertikal oder Winkelangabe)
Gleiche Referenzebene
Mit gleichem Werkzeug herstellbar

Abb. 2.2: Analyse der einzelnen Konturelemente
Nehmen wir nun die einzelnen Langlöcher und Nuten nach erwähnter Vorgehensweise genauer unter die Lupe. Als Erstes werden wir die Langlöcher I und II herstellen. Beide Langlöcher besitzen die gleiche Geometrie sowie die gleiche Referenzebene. Aus dem gleichen Grund werden wir danach die Langlöcher III und IV herstellen. Alle vier Langlöcher werden mit dem Herstellerzyklus LONGHOLE angefertigt, da die Werkzeugbreite gleich die Langlochbreite darstellt. Die Tiefen aller Nuten entspricht der Werkstückdicke zuzüglich einer Sicherheitszugabe von
0.5 mm. Damit ergibt sich eine zu programmierende Tiefe von 16.5 mm. Danach wechseln wir entsprechend der Aufgabenstellung das Werkzeug für die Nuten ein. Auch hier gehen wir nach selber Systematik vor. Zuerst fertigen wir die Nut 1 und anschließend die Nut 2 her. Beide Nuten haben dieselbe Geometrie. Diese Nuten haben, wie aus der Schnittdarstellung A-A der technischen Zeichnung zu erkennen ist, eine Tiefe von 2.5 mm.
Als Letztes fertigen wir die Nut 3 an. Diese Nut hat eine Tiefe von 1.5 mm. Dies ist wiederum sehr schön in der technischen Zeichnung in der Schnittdarstellung A-A zu erkennen. Wie die entsprechenden Herstellerzyklen zu parametrieren sind, werde ich Ihnen an entsprechender Stelle im CNC-Programm, wie Sie es bereits gewohnt sind, anhand einer Videopräsentation erklären. Ich denke wir haben die gesamte technische Zeichnung nun ausführlich analysiert und die Eckpunkte der Vorgehensweise bestimmt. Denken Sie daran, dass dies nur eine Empfehlung meinerseits darstellt. Die Bearbeitungsfolge kann individuell erfolgen.
Arbeitsplanung
Nachdem wir nun die Analyse der technischen Zeichnung durchgeführt haben, führen wir nun die Arbeitsplanung in gewohnter Weise durch. Beginnen wir mit dem Einrichteblatt. Als Erstes wählen wir die Werkzeuge aus. Wie in der Aufgabenbeschreibung festgelegt, werden wir die Langlöcher I bis IV mit einem Langlochfräser Ø 8 mm aus beschichtetem Vollhartmetall hergestellt. Auf eine Darstellung des Werkzeuges habe ich dieses Mal verzichtet, da wir einen Langlochfräser bereits aus Übung 20 kennen. Bei den Langlöchern ist keine Schrupp- und Schlichtbearbeitung vorgesehen. Da der Werkzeugdurchmesser gleichzeitig die Nutbreite ergibt, wird ein Langloch gleich fertig bearbeitet. Wir wählen für die Langlöcher also folgendes Werkzeug aus:
Langlöcher I bis IV herstellen:
Station1 – Langlochfräser Ø 8 mm – HM – LANGLFR_8 Schneidenanzahl: 4
Als Nächstes bearbeiten wir die Nuten 1 bis 3. Diese Bearbeitung erfolgt mit einem Langlochfräser Ø 10 mm. Bei der Herstellung der Nuten werden wieder eine Schrupp- und eine Schlichtbearbeitung durchgeführt. Der optimale Durchmesser des zu verwendenden Fräsers beträgt das 0.5 bis 0.75-fache der Taschenbreite. Bei einer Taschenbreite von 16 mm beträgt dieser zwischen 8 mm und 12 mm. Mit einem Fräserdurchmesser von 10 mm liegen wir also „goldrichtig“. Die Schrupp- und Schlichtbearbeitung führen wir mit demselben Werkzeug durch. Wir wählen zum Herstellen der Nuten folgendes Werkzeug:
Nuten 1 bis 3 herstellen:
Station2 – Langlochfräser Ø 10 mm – HM – LANGLFR_10 Schneidenanzahl: 4
Somit wäre die Werkzeugauswahl vollständig. Widmen wir uns nun der Spannsituation unseres Werkstückes. Das Rohteil hat die Abmaße 120 × 90 × 16. Die Backenhöhe des Schraubstockes beträgt 30 mm. Da wir hier keine Außenkontur bearbeiten, können wir unser Werkstück so weit einspannen wie möglich. Wenn wir nun Unterlagen mit der Höhe 18 mm wählen, würde unsere Einspanntiefe des Werkstückes, welches eine Dicke von 16 mm aufweist, 12 mm betragen. Das Werkstück ragt also noch 4 mm über die Spannbacken des Schraubstockes heraus.
Legen wir nun die Definition des Rohteiles für die virtuelle Maschine fest. Wie bereits erwähnt, bestimmen wir mit der Definition der Eckpunkte 1 und 2 das Rohteil sowie die Nullpunktlage des Werkstückes für unsere virtuelle Maschine. Bestimmen wir die Eckpunkte 1 und 2 noch einmal zusammen:

Abb. 2.3: Eckpunktfestlegung Rohteil
Eckpunkt 1 befindet sich, bezogen auf unseren festgelegten Werkstücknullpunkt, in:
X0 = 0
Y0 = 0
ZA = 0
Eckpunkt 2 befindet sich, ebenfalls bezogen auf den festgelegten Werkstücknullpunkt, bei:
X1 = 120
Y1 = 90
ZI = -16
Übertragen Sie nun alle durchgesprochenen Daten in das Einrichteblatt.
Nachdem wir alle Werkzeuge und die Spannsituation festgelegt haben, fahren wir nun mit dem Arbeitsplan fort.
Pos.-Nr. 1 und Pos.-Nr. 2 definieren unsere Standardarbeitsschritte. Bei Pos.-Nr. 1 kontrollieren wir die Rohmaße des Rohteils. Bei Pos.-Nr. 2 wird das Werkstück nach Einspannskizze gespannt.
Nachdem wir das Werkstück sachgemäß gespannt haben, fertigen wir bei Pos.-Nr. 3 das Langloch I an. Das Langloch wird mit dem Herstellerzyklus LONGHOLE hergestellt. Dieser Herstellerzyklus arbeitet, gleich wie die Zyklen zur Herstellung von Kreis- und Rechtecktaschen, mit einer Referenzebene. Diese Referenzebene liegt auf der Werkstückoberfläche, also bei Z0. Später, beim Programmieren, werde ich Ihnen in gewohnter Art und Weise beschreiben und erklären wie dieser Herstellerzyklus LONGHOLE programmiert wird. Die Technologiedaten für den eingesetzten Langlochfräser sind vom Werkzeughersteller abhängig. Wählen Sie, wie schon bei Übungsaufgabe 20, aus folgender Tabelle die entsprechenden Technologiewerte für die Fertigbearbeitung aus und berechnen Sie anschließend selbstständig Drehzahl n und Vorschubgeschwindigkeit Vf . Wählen Sie für die Fertigbearbeitung die Mittelwerte der zur Auswahl stehenden Technologiewerte aus. Der Werkstoff ist ein allgemeiner Baustahl S235JR.
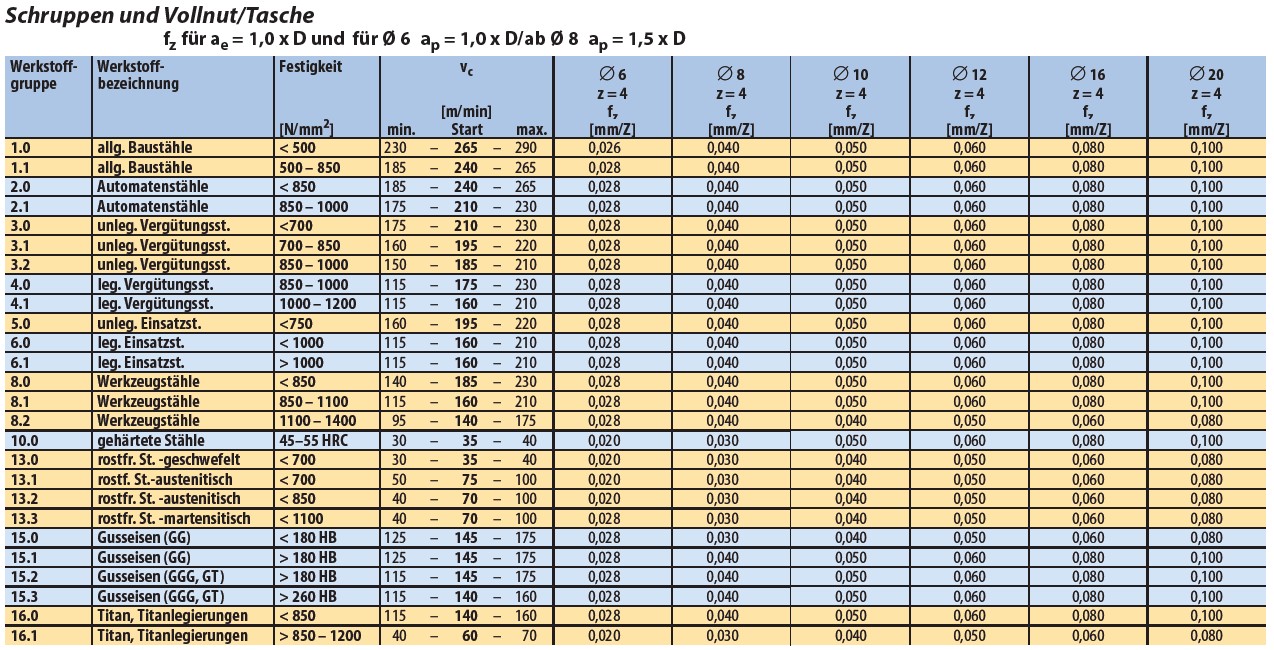
Abb. 2.4: Technologietabelle (Fa. Hoffmann)
Ist Langloch I fertig bearbeitet, stellen wir bei Pos.-Nr. 4 das Langloch II her. Auch dieses Langloch wird mit dem Herstellerzyklus LONGHOLE hergestellt. Auch die Referenzebene liegt wieder bei Z0 auf der Werkstückoberfläche. Da dieses Langloch mit demselben Werkzeug hergestellt wird, wie das Langloch II können wir die Technologiewerte unverändert übernehmen. Gleiches gilt für das Anfertigen des Langloch III bei Pos.-Nr. 5. Auch hier können Sie aus den gleichen Gründen wie bei Pos.-Nr. 4 schon beschrieben, die Technologiewerte übernehmen. Die Referenzebene für dieses Langloch liegt unverändert bei Z0. Nur die Länge dieses Langloches ist anders dimensioniert. Bei Pos.-Nr. 6 stellen wir das Langloch IV her. Da der gleiche Herstellerzyklus und dieselben Technologiewerte wie bei den anderen Langlöchern verwendet werden, übernehmen Sie bitte die Technologiewerte auch in diesem Arbeitsgang.
Sind alle Langlöcher hergestellt, stellen wir bei Pos.-Nr. 7 die Nut 1 her. Dies wird mit dem Herstellerzyklus SLOT1 realisiert. Auch dieser Herstellerzyklus verwendet eine Referenzebene. Die Referenzebene für die Nut 1 liegt bei Z0, also auf der Werkstückoberfläche.
Die Technologiewerte müssen Sie für dieses Werkzeug neu berechnen, da der Langlochfräser einen Durchmesser von 10 mm aufweist. Führen Sie diese Berechnungen bitte selbstständig durch. Für die Bearbeitung von Nuten wird im Bearbeitungsablauf eine Schrupp- (Aufmaß 0.5 mm in allen Achsen) und Schlichtbearbeitung realisiert. Berechnen Sie bitte für beide Bearbeitungen die Technologiewerte Drehzahl n und Vorschubgeschwindigkeit Vf selbstständig. Für die Schruppbearbeitung wählen Sie die Technologiewerte aus der Tabelle Abb. 2.4 am unteren Ende der zur Verfügung stehenden Technologiewerte aus. Wählen Sie für die Fertigbearbeitung die Mittelwerte der zur Auswahl stehenden Technologiewerte aus. Bei Pos.-Nr. 8 fertigen wir die Nut 2 an. Die Technologiewerte und die Geometrie sowie die Referenzebene für diese Nut ändern sich nicht. Einzig die Lage ist unterschiedlich zu Nut 1. Übernehmen Sie die Werte aus Pos.-Nr. 6. Bei Pos.-Nr. 9 fertigen wir die Nut 3. Hier ändert sich außer der Geometrie und der Lage der Nut nichts. Der Bearbeitungsablauf, Schruppen und Schlichten, der Herstellerzyklus und das Werkzeug bleiben gleich. Auch hier übernehmen wir die Technologiewerte vom vorherigen Arbeitsschritt.
Als letzter Arbeitsgang in unserem Arbeitsplan findet bei Pos.-Nr. 10 das Ausspannen und Entgraten des Werkstückes mit Qualitätskontrolle statt.
Übertragen Sie nun diese Ausarbeitungen in den Arbeitsplan.
Zur Kontrolle Ihrer Ausarbeitungen finden Sie hier einen Lösungsvorschlag für das Einrichteblatt und den Arbeitsplan.
Download Arbeitsplan Übung 21

Download Einrichteblatt Übung 21