Zentrieren, Bohren, Gewindeschneiden mit Siemens Sinumerik – Teil 7
Als nächster Bearbeitungsschritt folgt nun das Bohren der Bohrungen 3 bis 5, deren Koordinaten im entsprechenden Unterprogramm BOHRBILD_3 programmiert sind. Diese Bohrbearbeitung erfolgt ebenfalls mit dem Tieflochbohrzyklus CYCLE83.
Erinnern Sie sich an die Ausführungen zu diesem Bohrbild beim Bearbeitungsvorgang des Zentrierens? Dort haben wir festgelegt, dass die Rückzugsebene dieser Bohrungen auf 12 mm programmiert wird, damit wir ein sicheres Positionieren gewährleisten können. Genau diese Besonderheit müssen wir natürlich auch beim Bohren der Bohrungen berücksichtigen. Gehen wir bei der ersten Bohrbearbeitung mit dem Spiralbohrer Ø 6 mm noch einmal gemeinsam die Parameter durch.
Die Bearbeitungsebene legen wir, wie schon bei den anderen Bohrbearbeitungen PL, mit G17 fest. In diesem Beispiel liegt die Referenzebene Z0 bei diesen Bohrungen auf der Ebene des Werkstücknullpunktes, also in der Z-Achse bei 0 mm. Die Rückzugsebene RP legen wir hier, wie schon besprochen, bei 12 mm fest, da wir bei diesem Bohrbild bei der Positionierbewegung von Bohrung 3 nach Bohrung 4 die Konturerhöhung von 10 mm überfahren müssen. Den Sicherheitsabstand SC belassen wir bei 2 mm.
Da wir auch bei diesem Bohrbild mehrere Bohrungen anfertigen, wählen wir im entsprechenden Auswahlfenster die Möglichkeit Positionsmuster (MCALL) aus. Die Endbohrtiefe Z1 liegt bei absoluter Maßangabe und bezogen auf die Spitze des Bohrers bei -12 mm. Die erste Bohrtiefe D legen wir bei absoluter Maßangabe auf -5 mm. Dies bedeutet, dass bei dieser Bohrtiefe erstmalig die Späne gebrochen bzw. eine Spanentleerung stattfindet, je nachdem welche Bearbeitung wir bei nachfolgendem Parameter ausgewählt haben.
Auf den Degressionswert DF können wir bei dieser geringen Bohrtiefe verzichten, deshalb wählen wir hier den Wert 100 %. Dies bedeutet, dass die zweite Bohrtiefe ebenfalls mit einem Wert von 5 mm gebohrt wird. Die Restbearbeitung der Bohrung fällt mit 2 mm ebenfalls mit einem akzeptablen Wert aus. Den Vorschubfaktor FD1 behalten wir mit dem Wert 100 % bei, da wir keine Vorschubreduzierung benötigen.
Als Bearbeitungsart wählen wir Spänebrechen, da wir mit S235JR eher einen langspanenden Werkstoff bearbeiten. Eine Späneentleerung würde nur bei einem kurzspanenden Werkstoff, wie z. B. Messing, Sinn ergeben.
Den Rückzug definieren wir mit 0.1 mm, da wir zum Spänebrechen nur kurz den Span unterbrechen müssen. Da wir keinen Degressionswert programmiert haben, können wir auf die Mindestbohrtiefe ebenfalls verzichten. Eine Verweilzeit DT programmieren wir ebenfalls. Schalten Sie aber in diesem Feld mittels der „Select“-Taste auf Umdrehung U um. Wir programmieren aus Wirtschaftlichkeitsgründen 1 Umdrehung.
Rufen Sie nun den Zyklus Tieflochbohren CYCLE83 auf und parametrieren diesen wie folgt:
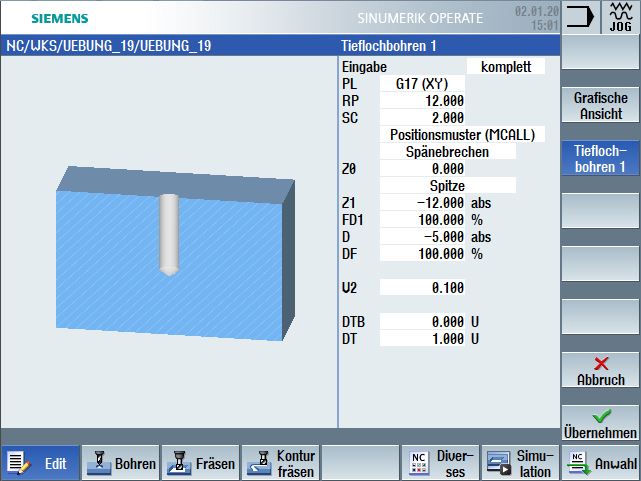
Abb. 3.31: BOHRBILD_3 Tieflochbohren mit MCALL
Bestätigen Sie die Eingaben mit dem Softkey „Übernahme“. Nachdem nun der entsprechende Bohrzyklus programmiert ist, rufen Sie nun das zu erstellende Bohrbild auf. Die Koordinaten für die Bohrungen 3 bis 5 haben Sie im Unterprogramm BOHRBILD_3 programmiert. Anschließend deaktivieren Sie den Zyklus wieder mit dem Befehl MCALL. Sie programmieren:
N630MCALLCYCLE83(12,0,2,-12,,-5,,100,0,0.5,100,0,0,5,0.1,1,1.6,0,1,12222122)
N640 BOHRBILD_3
N650 MCALL
Als nächsten Bearbeitungsschritt führen wir das Bohren des Lochkreises, Bohrungen 10 bis 15, durch. Bei diesem Bearbeitungsschritt müssen wir das selbe wie beim Zentrieren beachten, dass die Referenzebene dieser Bohrungen nicht auf Werkstücknullpunktlage, sondern in der Z-Achse auf 10 mm liegt. In diesem Fall ist eine Vorpositionierung des Werkzeuges auf Z12 nicht notwendig, da sich das Werkzeug bereits auf der Rückzugsebene des vorherigen Bohrzyklus in der Z-Achse auf 12 mm befindet.
Rufen wir erneut den Tieflochbohrzyklus CYCLE83 auf und parametrieren diesen. Wir können fast alle Parameter aus unserem programmierten CYCLE83 übernehmen, außer die Referenzebenen und die Rückzugsebene.
Da sich, wie bereits erwähnt, die Referenzebene dieser Bohrungen in der Z-Achse auf 10 mm befinden, müssen wir dies auch bei der Parametrierung der Referenzebenen und der Rückzugsebene gesondert betrachten. Die Referenzebene parametrieren wir auf 10 mm und die Rückzugsebene auf 12 mm. Die Endbohrtiefe beträgt in absoluter Maßangabe -2mm.
Die restlichen Parameter übernehmen wir von vorherigem CYCLE83. Füllen Sie die Eingabemaske für CYCLE 83 wie folgt aus:
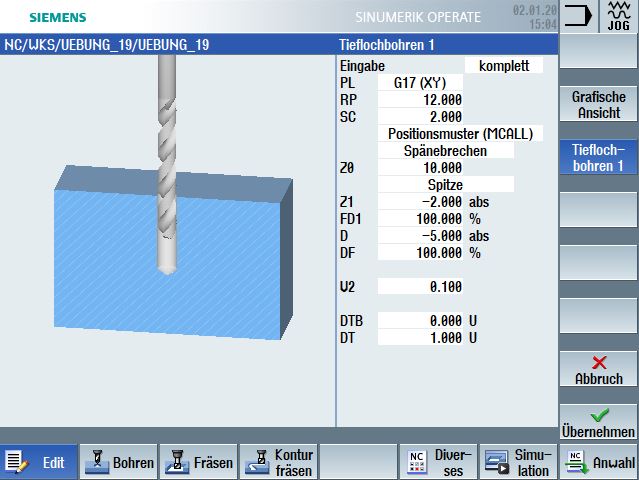
Abb. 3.32: BOHRBILD_4 Tieflochbohren mit MCALL
Auch hier bestätigen Sie die Eingaben mit dem Softkey „Übernahme“. Nun rufen wir zum Abarbeiten der Bohrungen das zu erstellende Bohrbild auf. Die Koordinaten für diese Bohrungen 10 bis 15 haben wir im Unterprogramm BOHRBILD_4 programmiert. Anschließend deaktivieren wir den Zyklus wieder mit dem Befehl MCALL. Wir programmieren:
N660MCALLCYCLE83(12,10,2,-2,,-5,,100,0,0.5,100,0,0,5,0.1,1,1.6,0,1,12222122)
N670 BOHRBILD_4
N680 MCALL
Mit dem Abarbeiten des Lochkreises werden mit diesem Werkzeug keine weiteren Bohrungen angefertigt, deshalb fahren wir den Werkzeugwechselpunkt an. Anschließend definieren wir in einer Kommentarzeile wiederum die nächsten Arbeitsgänge, die wir mit dem folgenden Werkzeug abarbeiten. Laut unseres ausgearbeiteten Arbeitsplanes fertigen wir in den folgenden Arbeitsgängen die Gewindebohrungen M6 an. Die Koordinaten für diese Gewindebohrungen haben wir in den Unterprogrammen BOHRBILD_1 und BOHRBILD_2 programmiert. Das Gewindebohren der Gewindebohrungen M6 erfolgt mit einem Gewindebohrer der entsprechenden Größe. Diesen Gewindebohrer haben wir im Werkzeugmagazin mit dem Namen GEWBO_M6 angelegt.
Nach der Kommentarzeile wechseln wir diesen Gewindebohrer ein und führen den Werkzeugwechsel mit der M-Funktion M6 durch. Nach dem durchgeführten Werkzeugwechsel programmieren wir die Technologiezeile. Auch beim Gewindebohren programmieren wir den Genauhalt mit G60 und die konstante Spindeldrehzahl mit G97. Den Wert für die Drehzahl S entnehmen Sie bitte aus dem Arbeitsplan.
Die Angabe der Vorschubgeschwindigkeit kann hier entfallen, da sich die Vorschubgeschwindigkeit aus der Drehzahl und der Gewindesteigung, die im Zyklus eingegeben wird, ergibt. Natürlich benötigen wir auch bei diesem Arbeitsgang die Spindeldrehrichtung M3 und das Kühlschmiermittel mit M8.
Die folgenden Programmsätze lauten demnach:
N680 WWP
N690 ; Anfertigen der Gewindebohrungen M6 mit Bohrbild 1 und Bohrbild 2
N700 T=“GEWBO_M6“
N710 M6
N720 G60 G97 S796 M3 M8
Nun programmieren wir den Gewindebohrzyklus für das Gewindebohren. In diesem Arbeitsschritt bohren wir die Gewindebohrungen 1 und 2, also Bohrbild 1. Aktivieren Sie nun den Bohrzyklus zum Gewindebohren CYCLE84. Lassen Sie uns auch bei diesem Herstellerzyklus einmal gemeinsam die Parameter erarbeiten.
Sie werden sehen, je mehr Herstellerzyklen wir durchgesprochen haben, desto weniger Probleme bescheren uns die einzelnen Parameter. Wie schon bei den zuvor durchgenommenen Bohrbearbeitungen, sind auch die Parameter der Referenzebene und des Sicherheitsabstandes sowie der Rückzugsebene gleich anzuwenden. Die Bearbeitungsebene PL zur Herstellung unserer Gewindebohrungen ist G17.
Auf unsere Gewindebohrungen von Bohrbild 1 bezogen, liegt die Referenzebene Z0 in der Z-Achse bei 0 mm. Die Rückzugsebene RP wählen wir mit 2 mm, da hier ein sicheres Positionieren von Gewindebohrung 1 zu Gewindebohrung 2 gewährleistet ist.
Den Sicherheitsabstand SC wählen wir mit 2 mm. Da wir die Gewindebohrungen, wie in der Arbeitsplanung festgelegt, ohne Ausgleichsfutter herstellen werden, wählen wir im entsprechenden Auswahlfenster „ohne Ausgleichsfutter“ aus. Wir werden mit diesem Zyklus mehrere Gewinde herstellen, deshalb wählen wir als Option das Positionsmuster (MCALL) aus.
Die Endbohrtiefe Z1 für unsere Gewindebohrungen setzt sich aus der nutzbaren Gewindelänge sowie dem Wert des Anschnittes des Gewindebohrers zusammen. Somit beträgt unsere Endbohrtiefe in absoluter Maßangabe -12 mm. Da wir ein sogenanntes Rechtsgewinde herstellen, wählen wir bei der entsprechenden Auswahl die Option Rechtsgewinde an. Beim Parameter Tabelle wählen wir metrisch aus, da wir, wie aus der Gewindebezeichnung M6 ersichtlich ist, ein ISO metrisches Gewinde herstellen. Beim Parameter Auswahl programmieren wir die Gewindegröße M6.
Der Wert der Steigung wir vom Herstellerzyklus automatisch eingetragen, diese beträgt 1 mm. Die Spindelposition S benennen wir mit 0. Bei der Drehzahl S übernehmen Sie den Wert, den wir bei der Arbeitsplanung bereits berechnet haben, dieser beträgt 796 U/min.
Aus Wirtschaftlichkeitsgründen parametrieren wir für den Rückzug SR eine höhere Drehzahl. Diese legen wir mit 1000 U/min fest. Geben Sie nun die Werte laut folgender Abbildung in die entsprechenden Felder der Eingabemaske des CYCLE84 ein und bestätigen Sie die Eingabe mit dem Softkey „Übernahme“.
Nachfolgendes Bild der Eingabemaske soll Ihnen die Programmierung der Parameter noch einmal verdeutlichen:
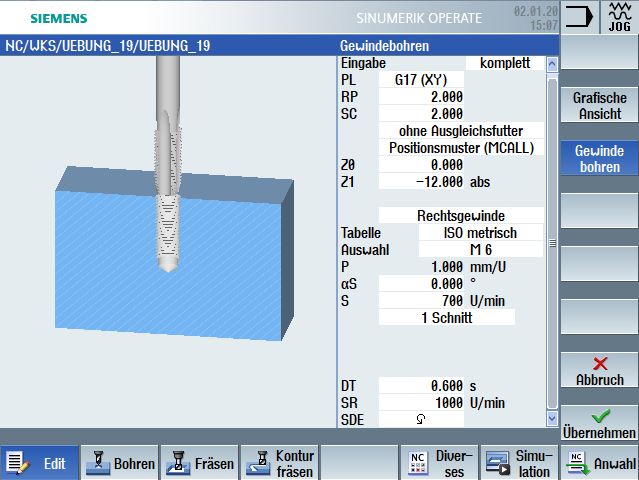
Abb. 3.33: BOHRBILD_1 Gewindebohren mit MCALL
Nun rufen wir zum Abarbeiten der Bohrungen das zu erstellende Bohrbild auf. Die Koordinaten für Gewindebohrungen 1 und 2 haben wir im Unterprogramm BOHRBILD_1 programmiert. Anschließend deaktivieren wir den Zyklus wieder mit dem Befehl MCALL. Wir programmieren:
N740 MCALL CYCLE84(2,0,2,12,,0,4,,1,0,798,1000,0,1,0,0,5,1.4,,”ISO_METRIC”, “M6”,,1001,2001002)
N750 BOHRBILD_1
N760 MCALL
Als nächsten Bearbeitungsschritt führen wir das Bohren der Gewindebohrungen 6 bis 9 durch. Bei diesem Bearbeitungsschritt müssen wir gleich wie beim Zentrieren und beim Herstellen der Kernlochbohrungen beachten, dass die Referenzebene dieser Bohrungen nicht auf Werkstücknullpunktlage, sondern in Z-Achse auf 10 mm liegt. Deshalb ist es notwendig zuerst das Werkzeug in der Z-Achse auf 12 mm zu positionieren, damit wir die Koordinaten sicher anfahren können und keine Crash-Situation hervorrufen.
Ist dies geschehen, rufen wir erneut den Gewindebohrzyklus CYCLE84 auf und parametrieren diesen. Wir können fast alle Parameter aus unserem vorherig programmierten CYCLE84 übernehmen, außer die Referenzebenen und die Rückzugsebene sowie die Endbohrtiefe.
Da sich, wie bereits erwähnt, die Referenzebenen dieser Bohrungen in der Z-Achse auf 10 mm befinden, müssen wir dies auch bei der Parametrierung der Referenzebenen und der Rückzugsebene gesondert betrachten.
Die Referenzebene parametrieren wir auf 10 mm und die Rückzugsebene auf 12 mm. Die Endbohrtiefe befindet sich bei absoluter Maßangabe bei -2 mm. Alle anderen Parameter übernehmen wir von vorherigem CYCLE84.
Füllen Sie die Eingabemaske für CYCLE 84 wie folgt aus:
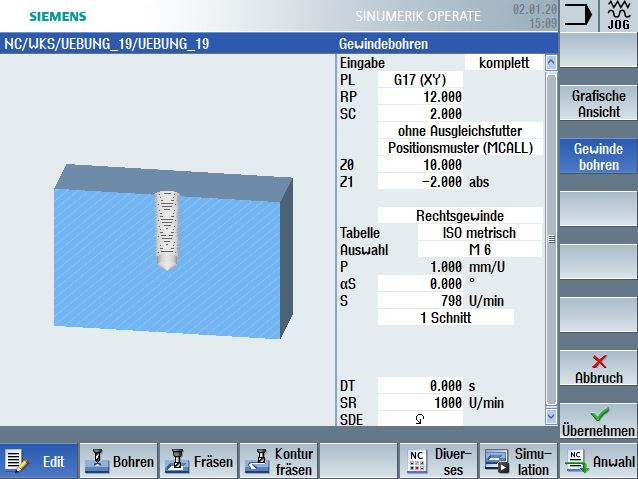
Abb. 3.34:BOHRBILD_2 Gewindebohren mit MCALL
Auch hier bestätigen Sie die Eingaben mit dem Softkey „Übernahme“. Nun rufen wir zum Abarbeiten der Gewindebohrungen das zu erstellende Bohrbild auf. Die Koordinaten für diese Kernlochbohrungen 6 bis 9 haben wir im Unterprogramm BOHRBILD_2 programmiert. Anschließend deaktivieren wir den Zyklus wieder mit dem Befehl MCALL. Wir programmieren:
N770 G0 Z12
N780 MCALL CYCLE84(12,10,2,2,,0,4,,1,0,798,1000,0,1,0,0,5,1.4,,”ISO_METRIC”, “M6”,,1001,2001002)
N790 BOHRBILD_2
N800 MCALL
Da dies der letzte Bearbeitungsschritt unseres Werkstückes war, fahren wir nun den Werkzeugwechselpunkt an und beenden das Programm mit M30.
N810 WWP N820 M30
Fassen wir an dieser Stelle noch einmal das gesamte, komplexe CNC-Programm zusammen:
N10 WORKPIECE(,,,”BOX”,112,10,-20,-80,0,0,90,110)
N20 ; Uebung_19
N30 ; 041109 Christiani Team
N40 G17 G54 G64 G90 G94
N50 G0 Z200
N60 WWP
N70;Vorbearb.der Außenkontur Aufmaß in allen Achsen 2mm Eckfr 80mm
N80 T=”ECKFR_80_V”
N90 M6
N100 G97 S796 F860 M3 M8
N110 G0 X-20 Y150
N120 G0 Z2
N130 OFFN=2
N140 ANF_FKA_UE19: G42
N150 G1 X30
N160 G1 Y50
N170 G1 X150
N180 ENDE_FKA_UE19: G40
N190 WWP
N200 ; Fertigbearbeitung der Außenkontur mit Eckfräser 80 mm
N210 T=”ECKFR_80_F”
N220 M6
N230 G97 S1075 F645 M3 M8
N240 G0 X-20 Y150
N250 G0 Z0
N260 OFFN=0
N270 REPEAT ANF_FKA_UE19 ENDE_FKA_UE19
N280 WWP
N290 ; Anfertigen aller Zentrierbohrungen mit NC-Anbohrer
N300 T=”ANBOHRER_12″
N310 M6
N320 G60 G97 S3858 F580 M3 M8
N330 MCALL CYCLE81(2,0,2,6.6,,0,10,1,21)
N340 BOHRBILD_1
N350 MCALL
N360 G0 Z12
N370 MCALL CYCLE81(12,10,2,6.6,,0,10,1,21)
N380 BOHRBILD_2
N390 MCALL
N400 MCALL CYCLE81(12,0,2,7,,0,10,1,21)
N410 BOHRBILD_3
N420 MCALL
N430 MCALL CYCLE81(12,10,2,7,,0,10,1,21)
N440 BOHRBILD_4
N450 MCALL
N460 WWP
N470 ; Anfertigen Kernlochb.für Gewinde M6 mit Bohrb.1 und Bohrb.2
N480 T=”SPIBO_5″
N490 M6
N500 G60 G97 S1910 F210 M3 M8
N510 MCALL CYCLE83(2,0,2,-14,,-5,,100,0,0.5,100,0,0,5,0.1,1,1.6,0,1,12222122)
N520 BOHRBILD_1
N530 MCALL
N540 G0 Z12
N550MCALLCYCLE83(12,10,2,-4,,-5,,100,0,0.5,100,0,0,5,0.1,1,1.6,0,1,12222122)
N560 BOHRBILD_2
N570 MCALL
N580 WWP
N590 ; Anfertigen Bohrungen D 6 mm mit Bohrbild_3 und Bohrbild_4
N600 T=”SPIBO_6″
N610 M6
N620 G60 G97 S1592 F191 M3 M8
N630MCALLCYCLE83(12,0,2,-12,,-5,,100,0,0.5,100,0,0,5,0.1,1,1.6,0,1,12222122)
N640 BOHRBILD_3
N650 MCALL
N660MCALLCYCLE83(12,10,2,-2,,-5,,100,0,0.5,100,0,0,5,0.1,1,1.6,0,1,12222122)
N670 BOHRBILD_4
N680 MCALL
N690 WWP
N700 ; Anfertigen Gewindebohrungen M6 mit Bohrbild_1 und Bohrbild_2
N710 T=”GEWBO_M6″
N720 M6
N730 G60 G97 S796 M3 M8
N740 MCALL CYCLE84(2,0,2,12,,0,4,,1,0,798,1000,0,1,0,0,5,1.4,,”ISO_METRIC”, “M6”,,1001,2001002)
N750 BOHRBILD_1
N760 MCALL
N770 G0 Z12
N780 MCALLCYCLE84(12,10,2,2,,0,4,,1,0,798,1000,0,1,0,0,5,1.4,,”ISO_METRIC”, “M6”,,1001,2001002)
N790 BOHRBILD_2
N800 MCALL
N810 WWP N820 M30
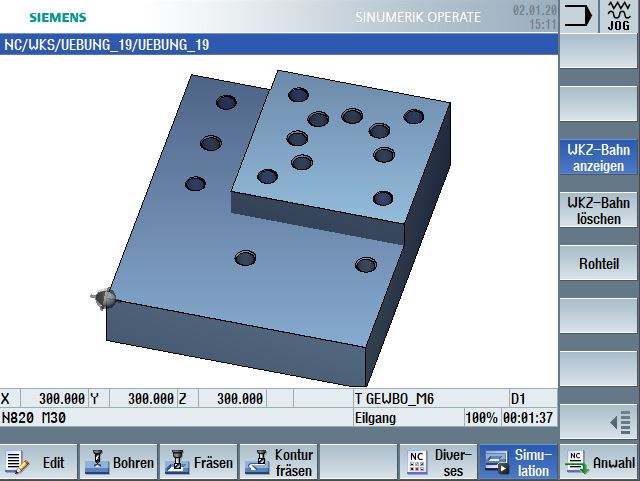
Abb. 3.35: Werkstück bearbeitet Übung 19
Bitte beachten Sie auch an dieser Stelle, dass Ihre Programmnummerierung, die Sie in gelernter Art und Weise von der Steuerung durchführen lassen können, aus bekannten Gründen unterschiedlich sein kann bzw. sein wird. Dies stellt für Sie kein größeres Problem dar, da diese Programmaufstellung im Lehrbrief für Sie nur eine Anleitung darstellt und zur besseren Übersicht dient.
Das Musterprogramm können Sie sich hier herunterladen:
Download Lösung Hauptprogramm Übung 19

Download Lösung Unterprogramm Bohrbild 1 Übung 19
Download Lösung Unterprogramm Bohrbild 2 Übung 19
Download Lösung Unterprogramm Bohrbild 3 Übung 19
Download Lösung Unterprogramm Bohrbild 4 Übung 19
Simulieren Sie nun das gesamte Programm über die Simulationsfunktion der vertikalen Fräsmaschine mit Schwenktisch in SinuTrain. Ich hoffe Sie haben alles richtig eingegeben. Ist dies der Fall, müsste Ihr angefertigtes Werkstück nach Abarbeitung mit der Fräsmaschine wie in Abb. 3.35 dargestellt aussehen.
Auch hier noch eine kleine Anmerkung zur Simulationsdarstellung unserer virtuellen Fräsmaschine. Die hergestellten Gewinde werden nicht mit den entsprechenden Gewinderillen dargestellt. Einen Unterschied zu den anderen Bohrungen können wir nur anhand des Durchmessers und der Bohrungsspitze am Grund der Bohrung feststellen. Die Bohrungsspitzen der Gewindebohrungen sind mit geringerer Tiefe ausgeführt, wegen der zusätzlichen Bearbeitung des Gewindebohrens, als die herkömmlichen Bohrungen
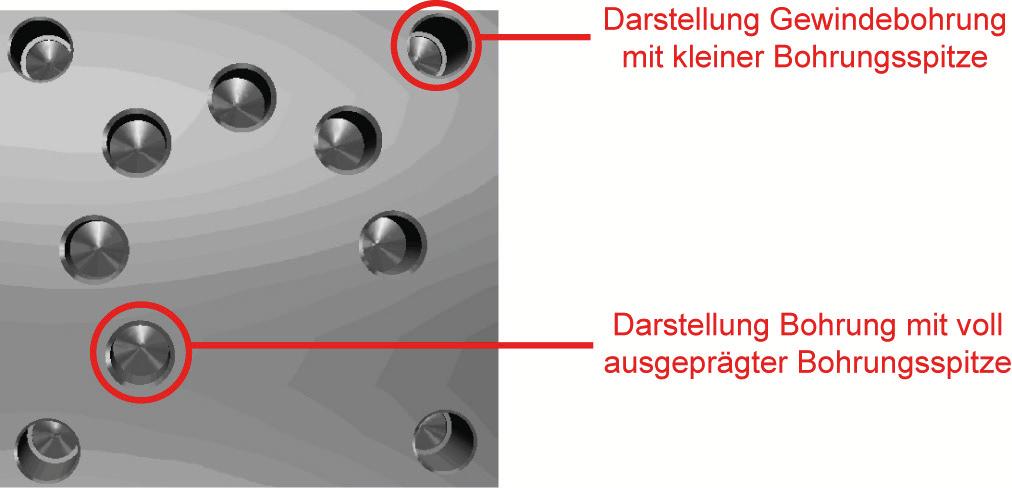
Abb. 3.36: Darstellung Bohrungen
Ich hoffe es hat alles funktioniert und das Werkstück von Übung 19 kann auch bei Ihnen auf der virtuellen Fräsmaschine richtig simuliert werden.
Herzlichen Glückwünsch!!!
Mit Bearbeitung dieses Lehrbriefes haben Sie wieder einen wichtigen Meilenstein in der CNC-Technik erreicht. Mit den erlernten Inhalten dieses Lehrbriefes sollten Außenkonturen mit Vor- und Fertigbearbeitung sowie das Erledigen von Bohrbearbeitungen mit den entsprechenden Herstellerzyklen für Sie kein Problem mehr darstellen. Somit haben wir eine hervorragende Grundlage zur erfolgreichen Bearbeitung der komplexen Lerninhalte in Lehrbrief 6 geschaffen.
Zusammenfassung
Für die Bohrbearbeitungen stellt die Siemens 840D, folgende Herstellerzyklen zur Verfügung:
• CYCLE81: Zentrieren
• CYCLE82: Bohren
• CYCLE82: Reiben
• CYCLE83: Tieflochbohren 1
• CYCLE830: Tieflochbohren 2
• CYCLE84: Gewindebohren ohne Ausgleichsfutter
• CYCLE840: Gewindebohren mit Ausgleichsfutter
• CYCLE86: AusdrehenFür das Zentrieren aller Bohrungen verwenden wir einen sogenannten NC- Anbohrer mit Spitzenwinkel 90°.

Abb. 3.37: NC-Anbohrer
Ein NC-Anbohrer mit Spitzenwinkel 90° ermöglicht es uns, dass wir Zentrierungen und gleichzeitig geforderte 45°-Fasen an den Bohrungen in einem Arbeitsgang anfertigen können.
Bei einem NC-Anbohrer mit Spitzenwinkel 90° ergibt sich aus der Geometrie des schraffierten Dreiecks die Senktiefe t folgendermaßen:
Senktiefe t = Senkdurchmesser D/2
Abb. 3.38: Senktiefe
Gewinde können in Durchgangsbohrungen als Durchgangsgewinde, in Durchgangslöchern als Gewinde mit Auslauf oder in Sacklöchern als Grundlochgewinde angefertigt werden. Für Jede Gewindeart gibt es unterschiedliche Gewindebohrer.
Gewinde können mit oder ohne Ausgleichsfutter angefertigt werden.
Bei der Herstellung von Gewinden muss der Anschnitt des Gewindebohrers bei der nutzbaren Gewindelänge berücksichtigt werden.
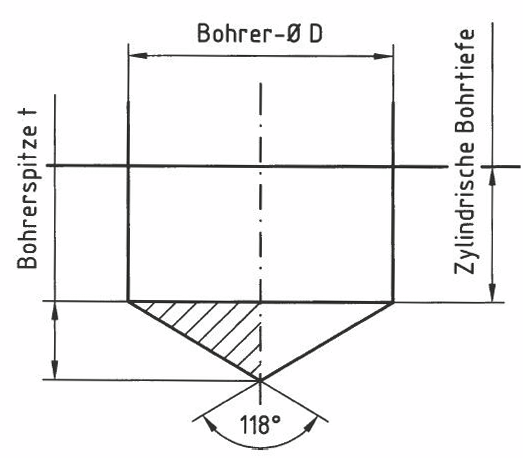
Sacklochbohrungen können mit oder ohne Bohrungsspitze bemaßt werden.
Bei der Herstellung von Durchgangsbohrungen und Sacklochbohrungen mit Spiralbohrern muss die Bohrerspitze mit berücksichtigt werden. Bei Verwendung von Spiralbohrern mit einem Spitzenwinkel von 118° kann folgende Faustformel zur Berechnung herangezogen werden:
Bohrerspitze = 0.3 x Bohrerdurchmesser
Sacklochbohrungen können mit oder ohne Bohrungsspitze bemaßt werden.
Der Befehl MCALL ermöglicht es, zuvor programmierte Herstellerzyklen beliebig oft an den entsprechend programmierten Koordinaten aufzurufen und abarbeiten zu lassen.
Polarkoordinaten bestehen aus Polpunkt, Polarradius und Polarwinkel.
Der Polpunkt lässt sich über die Befehle G110, G111 und G112 beliebig im Werkstückkoordinatensystem festlegen.
Lochkreise lassen sich über die Funktion Bohrbildposition im Rahmen der Herstellerzyklen einfach programmieren.