Innenbearbeitung beim CNC-Drehen – Teil 2
Planung Einrichteblatt und Arbeitsplan
Als nächstes betrachten wir, wie wir den Ø 60 mm mit der Fase 1.5 × 45° herstellen können. Grundsätzlich können wir hier wie bei Außenkonturen verfahren. Der Ø 33 mm ist vorbearbeitet. Nun können wir problemlos die Fertigkontur in einem Unterprogramm oder über Labels im Hauptprogramm programmieren und über dieses Unterprogramm oder die Labels den Abspanzyklus realisieren.
Nachdem wir die technische Zeichnung vollständig analysiert und unseren Fertigungsablauf festgelegt haben, können wir nun das Einrichteblatt und den Arbeitsplan erstellen. Dies sollte mit unserem erworbenen Kenntnisstand kein Problem mehr darstellen.
Erarbeiten wir als erstes die Spannsituation.
Wir spannen, wie in den bereits durchgeführten Übungsaufgaben, auch in einem hydraulisch betätigten Dreibackenfutter.
Da das Werkstück auf der linken Seite bereits fertig plangedreht ist, verwenden wir weiche Backen, in denen wir wie folgt spannen:
Der Wert für die Nullpunktverschiebung wird bei realen Maschinen wie folgt festgelegt:
Backenfutterbreite + Backenbreite + Auskraglänge des Werkstückes X
Bildlich dargestellt sieht dies auf unsere Spannsituation in Übung 14 bezogen folgendermaßen aus:

Abb. 1.7 Spannsituation Übung 14 Buchse
Wie schon in Lehrbrief 3 beschrieben, wird bei der eingesetzten Simulationssoftware SinuTrain die Backenfutterbreite nicht berücksichtigt. Es werden nur die Backenbreite und die Auskraglänge verwendet. Als zusätzliche Information wird aber die Einspannlänge des Werkstückes benötigt.
Wiederholen wir an dieser Stelle nochmals die Parameter der Nullpunktverschiebung für unser Werkstück:
Das Rohteil beim Drehen und die benötigte Nullpunktverschiebung setzt sich aus den Punkten XA, ZA, ZI und ZB zusammen. Betrachten wir die einzelnen Punkte etwas genauer. XA definiert den Durchmesser unseres Werkstückes. Über die Punkte ZA und ZI ist die Auskraglänge definiert. Über den Punkt ZI geben wir die Länge des Werkstückes bezogen auf den Werkstücknullpunkt an. Bei ZA geben wir das Aufmaß für das Plandrehen an. Über den Punkt ZB ist die Einspannlänge des Werkstückes bestimmt.
Alle Punkte werden in absoluter Maßangabe bezogen auf den Werkstücknullpunkt angegeben.
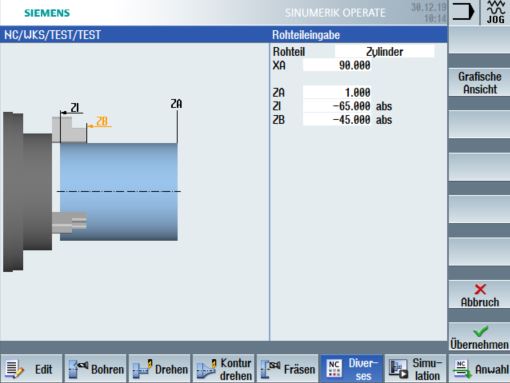
Abb. 1.8 Rohteilangabe für Übung 14
Nach dieser Definition ergeben sich für unsere Übungsaufgabe somit folgende Angaben:
XA=90 ZA=1 ZI=-65 ZB=-45
Diese Rohteilangabe wird später im CNC-Programm, wie in Abb. 1.8 dargestellt, über die Eingabemaske Rohteilangabe parametriert.
Nachdem die Spannsituation nun geklärt ist, fahren wir mit der Planung der einzusetzenden Werkzeuge fort. Besondere Beachtung bei der Planung der Werkzeuge muss auf die Position der Werkzeuge im Werkzeugrevolver gelegt werden.
Während die Außenwerkzeuge direkt hintereinander platziert werden können, das heißt z. B. Revolverplatz 1 und Revolverplatz 2, ist bei Innendrehwerkzeugen und Bohrwerkzeugen darauf zu achten, dass wir einen Platz im Werkzeugrevolver zwischen den Werkzeugen frei lassen. Das vermeidet Kollisionen, da genügend Platz zwischen den Werkzeugen vorhanden ist. Wir berücksichtigen das bei der Position des Werkzeuges im Einrichteblatt.
Um der Realität gerecht zu werden, werden wir, wie in den vorherigen Lehrbriefen bereits beschrieben, die Werkzeuge nicht nur in ihrer geometrischen Ausprägung planen, sondern auch eine sinnvolle Belegung des Werkzeugrevolvers berücksichtigen. Die Simulation mit der entsprechenden Maschine wird uns zeigen, ob wir die richtigen Revolverplätze gewählt haben. An dieser Stelle wiederholen wir nochmals den Unterschied der Benennung der Werkzeuge.
Erinnern Sie sich noch an Lehrbrief 2, an die Präsentation „Kap4_Werkzeugaufruf_ Werkzeugwechsel“? Hier sind die Unterschiede zwischen Werkzeugverwaltung und Werkzeugkorrektur intensiv dargestellt. Bei der Planung der Werkzeugbenennung ändert sich für uns in erster Linie nichts. Wir arbeiten in diesem Fernlehrgang ausschließlich mit der Werkzeugverwaltung. Beim Erstellen des Einrichteblattes werde ich Ihnen die Namen vorgeben. Wie die Werkzeugnamen für Drehwerkzeuge zur Innenbearbeitung definiert werden, erfahren Sie, wenn wir die Werkzeugliste anlegen.
Um die Länge des Werkstückes von 65 mm und die 1.5 × 45° Fase an Ø 90 mm herzustellen verwenden wir folgendes Drehwerkzeug:
Station 1 – 55°(Grundform D)-Platte A (Freiwinkel 3°) Drehwerkzeug Außen Links – A_SCHRUPP_55_0.8 , Schneidenlage 3; HM-beschichtet.
Um die Bohrung Ø 33 mm auf Ø 30 mm vorzubohren, verwenden wir einen
Station 4-Wendeplattenbohrer, BOHRER_30; HM-beschichtet
Sie werden sich fragen, warum wir hier zwei Stationen im Werkzeugrevolver freilassen. Dies geschieht aus folgenden Gründen:
Station 2 lassen wir frei, da hier normalerweise das Schlichtwerkzeug für die Außenbearbeitung eingesetzt Dies bringt uns den Vorteil, dass wir die Werkzeugliste für die nächste Übungsaufgabe nur ergänzen müssen.
Station 3 lassen wir frei, damit wir genügend Platz zwischen Bohrer und den anderen Werkzeugen bereitstellen und somit Kollisionen vermeiden.
Um die Innenkontur komplett vor zu schruppen verwenden wir
Station 6 – 35°(Grundform D)-Platte A (Freiwinkel 3°) Drehwerkzeug Innen Links – I_SCHRUPP_35_0.8, Schneidenlage 2; HM-beschichtet.
Um die Innenkontur komplett fertig zu bearbeiten verwenden wir
Station 8 – 35°(Grundform D)-Platte A (Freiwinkel 3°) Drehwerkzeug Innen Links – I_SCHLICHT_35_0.3, Schneidenlage 2; HM-beschichtet
Übertragen Sie bitte in gewohnter Weise die Spannskizze, die Werte für die Nullpunktverschiebung sowie die Werkzeuge in das Einrichteblatt
Führen wir jetzt die weitere Planung der Arbeitsschritte durch. Wir entwickeln noch einmal gemeinsam die einzelnen Positionen des Arbeitsplanes.
Für Übung 14 ist die Länge 65 mm zu beachten. Das zu bearbeitende Material ist S235 JR.
Die Schnittdaten müssen wir wieder aus der folgenden Tabelle ermitteln.
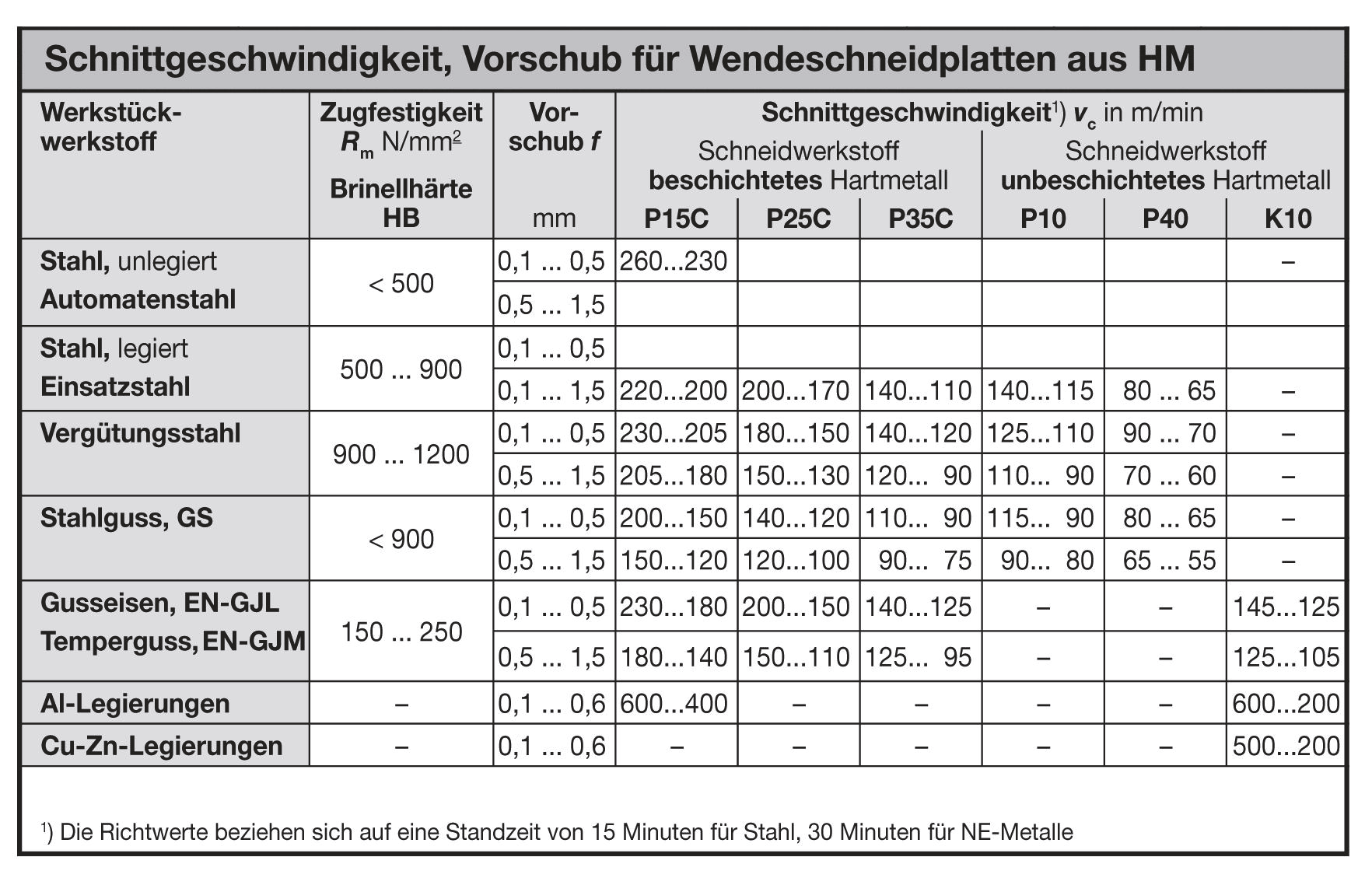
Folgende Vorgehensweise ist anzuwenden:
Bei S 235 JR handelt es sich um einen unlegierten Stahl mit einer Zugfestigkeit von 370 N/mm2. Da bei dieser Bearbeitung eine relativ geringe Schnitttiefe vorliegt, werden wir hier den Schnittgeschwindigkeitswert „VC“ eher an der oberen Grenze wählen. Wir verwenden VC = 250 m/min. Den Vorschubwert legen wir mit 0.2 mm/U fest.
Vorbohren Ø 33 mm auf Ø 30 mm mit Wendeplattenbohrer
Drehzahlberechnung beim Bohren
Beim Bohren achten wir darauf, dass wir mit einer konstanten Drehzahl n arbeiten und nicht mit konstanter Schnittgeschwindigkeit VC. Das erfolgt mit der G-Funktion G97. Begründet ist dieser Umstand darin, dass der Bezugspunkt des Bohrers in der X-Achse auf der Bohrermitte liegt. Um das Werkzeug an das Werkstück anzustellen, muss dieser Punkt auf die Werkstückmitte (= X0) positioniert werden. Würden Sie die gewünschte Schnittgeschwindigkeit programmieren, so rechnet die Steuerung die Drehzahl mit dem Bezugsdurchmesser X0 aus. Betrachten wir die folgende Formel zur Berechnung der Drehzahl etwas genauer:

Lassen Sie mich die einzelnen Bestandteile der Formel genauer erläutern:
- n= Drehzahl in U/min
- VC = Schnittgeschwindigkeit des Werkstoffes in Bezug auf den Schneidenwerkstoff in U/min
- π = Kreiszahl π ≈ 14159…….
- d = Durchmesser des Bohrers in mm
- 1000 = Wert zur Umrechnung der Schnittgeschwindigkeit von U/min in mm/min , da sonst ein Einheitenkonflikt bestehen würde (d ist in mm angegeben, VC in m/min ).
Legen wir nun die einzelnen Werte für die Bestandteile der Formel fest:
Vc für S235 JR entnehmen wir aus Abb. 8.13 „Schnittwerte beim Bohren” mit Bohrern aus Hartmetall“. Die Tabelle befindet sich im Anhang dieses Lehrbriefes. Maßgeblich für uns ist die Spalte für unlegierte Baustähle mit Rm = 300…. 800 N/mm². Als Schnittgeschwindigkeit kann ein Wert zwischen 80 m/min und 100 m/min gewählt werden. Wir wählen Vc an der unteren Grenze, also 80 m/min. Dies ist ein Erfahrungswert meinerseits. Der Durchmesser des Bohrers d beträgt 30 mm. Setzen wir nun diese Werte in die Formel ein:

Als nächstes wählen wir den Vorschub aus gleicher Tabelle aus. Da hier keine Vorschubwerte für Ø 30 mm angegeben sind, wählen wir den für uns am nächsten kommenden Durchmesser als Referenz aus. Für unser Beispiel also Ø 25 mm. Wir wählen den Vorschub auch an der unteren Grenze aus, f = 0.4 mm/U. Übertragen Sie beide Werte nun in den Arbeitsplan. Mit der Programmierung und Parametrierung des Bohrzyklus befassen wir uns, wenn wir gemeinsam das Werkstück programmieren.
Vordrehen der Innenkontur mit Abspanzyklus CYCLE95, Fertigkontur in Unterprogramm FKI_UE14 beschrieben. Spantiefe 2.5 mm. Aufmaß in X = 1 mm in Z= 0.5 mm