Besondere Konturelemente programmieren mit Siemens Sinumerik
Wenn wir Drehteile genauer betrachten, werden wir feststellen, dass Drehteile fast ausschließlich aus Geraden und Kreisbögen unterschiedlicher Art bestehen. Es gibt aber Konturelemente, die nach DIN genormt sind und immer in gleicher Art und Weise auftreten. Für diese Konturelemente bieten moderne Steuerungen vorgefertigte Zyklen zum Anfertigen dieser Konturen. Dies erleichtert die Programmierung erheblich.
Lernziele
Nach dem Durcharbeiten des Kapitels kennen Sie
- die Bedeutung und Anwendung unterschiedlicher Frei- und Feinstiche.
- die Programmiermöglichkeiten der Frei- und Feinstiche.
Was gibt es nun für Konturelemente, die eine wichtige Rolle spielen? Die wichtigsten Konturelemente sind Freistiche und Einstiche.
Die Siemens Sinumerik bietet für Einstiche und Freistiche folgende Zyklen:
Für Einstiche
Für Einstiche
CYCLE930
Für Freistiche nach DIN 509
Für Freistiche nach DIN 509
CYCLE940
Für Gewindefreistiche nach DIN 76
Für Gewindefreistiche nach DIN 76
CYCLE940
Lassen Sie uns diese Funktionen anhand eines Beispiels erarbeiten und programmieren.

Übung
Übung 13

Abb. 5.1: Konturelemente
Bei dieser Übungsaufgabe wollen wir die oben besprochenen Zyklen zur Programmierung der Konturelemente für Freistiche und Einstiche erarbeiten.
Hier noch ergänzende Informationen, bevor wir mit der Arbeitsplanung beginnen:
- Maschinenauswahl in SinuTrain: DEMO-Drehmaschine.
- Werkstoff: EN-GJL (Gusswerkstoff)
- Das Rohteil hat folgende Abmaße: Ø 58 mm x 77 mm
- Die linke Seite ist bereits fertig plangedreht und entgratet.
- Das Werkstück ist vorzuschruppen und fertigzudrehen.
- Die Vorbearbeitung erfolgt mit dem Abspanzyklus.
- Es ist ein Werkstückordner mit dem Namen Übung_13 anzulegen.
- Die Fertigkontur ist in ein separates Unterprogramm zu programmieren. Dieses Unterprogramm soll den Namen FKA_UE13 erhalten.
- In dieser Übung werden wir das Gewinde M16 x 1.5 nicht bearbeiten.
Wir werden die Arbeitsplanung gemeinsam durchführen.
Bevor wir uns diesmal mit der Spannsituation befassen, wollen wir auch hier das Werkstück noch einmal genauer analysieren. Markieren wir die unbekannten Konturelemente, die wir noch nicht in diesem Fernlehrgang bearbeitet haben, in unserer Zeichnung:

Abb. 5.2: Markierung der Elemente
Das mit 1 gekennzeichnete Konturelement ist ein Gewindefreistich. Gewindefreistiche sind nach DIN 76 genormt. Diese Gewindefreistiche sind in vier unterschiedliche Formen unterteilt. Wir werden diese Formen in der Arbeitsplanung genau beleuchten.
Das mit 2 gekennzeichnete Konturelement ist ein Einstich. Zu diesen beiden Konturelementen und den dementsprechenden Zyklen, mit denen wir diese Konturelemente bearbeiten, kommen wir später, wenn wir unser CNC-Programm gemeinsam entwickeln.
Das dritte unbekannte Konturelement ist eine Schräge, die mit 20° angegeben ist. Bei genauerer Betrachtung stellen wir fest, dass hier eine Maßangabe fehlt, nämlich das Maß in der Z-Achse, das noch berechnet werden muss. Dieses Konturelement wird bei der Arbeitsplanung eine elementare Rolle spielen.
Beginnen wir nun in gewohnter Art und Weise mit dem Erarbeiten des Einrichteblattes.
Die Spannsituation des Werkstückes stellt sich ziemlich eindeutig dar. Wir spannen, wie bei den anderen Übungsaufgaben auch, auf dem fertigen Ø 58 mm. Somit ergibt sich folgende Spannskizze:
Bei den Werkzeugen treffen wir folgende Auswahl:

Abb. 5.3: Spannskizze
- Für das Vorbearbeiten der Kontur wählen wir, wie schon bei den vorherigen Übungen, folgendes Werkzeug:
- 80° (Grundform C) – Platte A (Freiwinkel 3°)Drehwerkzeug Außen Links – Schruppdrehwerkzeug T=”A_SCHRUPP_80_0.8″, Schneidenlage 3 HM-beschichtet.
- Schema:
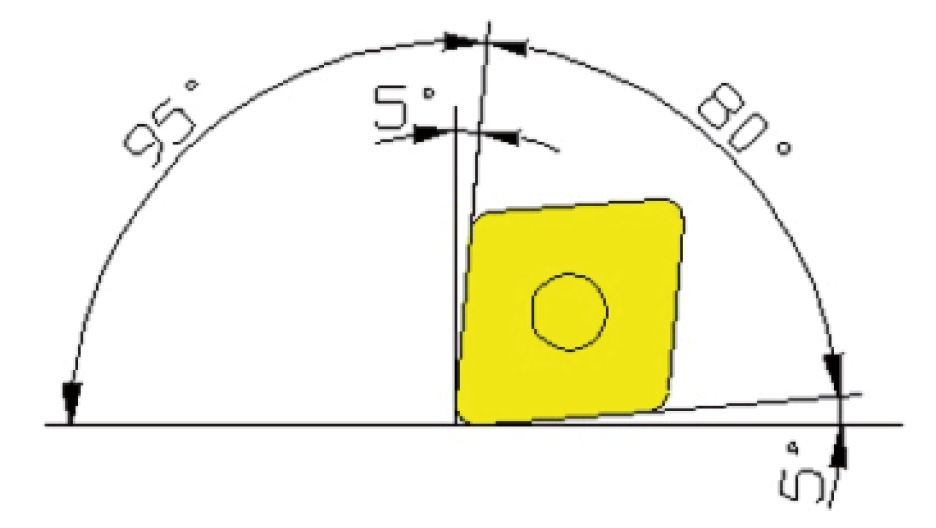
Abb. 5.4: Drehwerkzeug 80°
- Für das Fertigbearbeiten der Kontur, inklusive der Bearbeitung des Gewindefreistichs, wählen wir einen Schlichtdrehmeißel mit geringerem Eckenwinkel der Wendeschneidplatte und einen größeren Freiwinkel, da wir beim Gewindefreistich wieder eintauchen müssen und wir ein Anlaufen der Schneide an die Kontur verhindern wollen (siehe Übung_12).
- 35° (Grundform V) – Platte D (Freiwinkel 15°) Drehwerkzeug Außen Links – Schruppdrehwerkzeug T=”A_SCHLICHT_35_0.3″, Schneidenlage 3 HM-beschichtet.
- Schema:
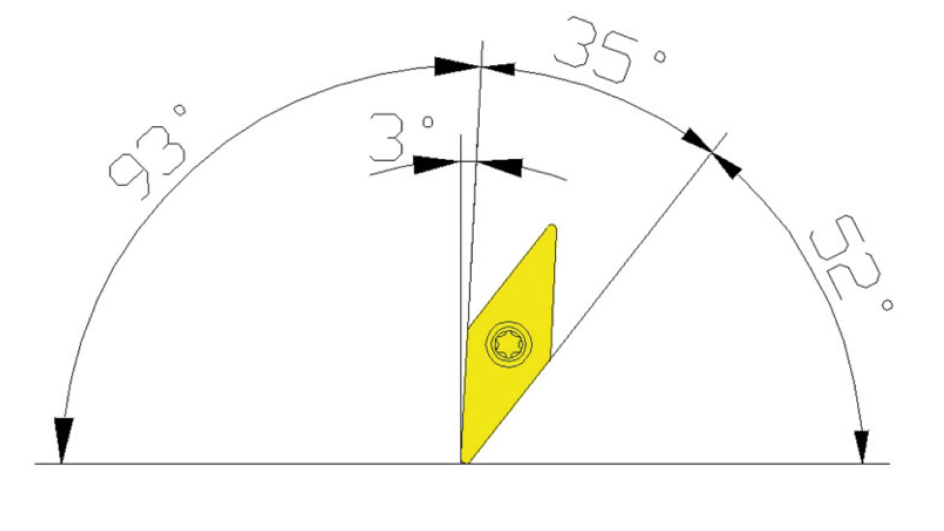
Abb. 5.5: Drehwerkzeug 35°
- Für das Fertigbearbeiten benötigen wir ein zusätzliches Werkzeug. Für diese Konturelemente sind sogenannte Stechdrehmeißel vorgesehen.

Abb. 5.6: Stechdrehmeißel
Besonderes Augenmerk muss beim Vermessen der Stechdrehmeißel gelegt werden.
Je nach Bezugspunkt, der in der technischen Zeichnung angegeben ist, muss Schneide D1 oder Schneide D2 angewählt werden. Für unser Beispiel wählen wir Schneide D2. Warum?
Lassen Sie uns das bildlich darstellen:
Durch die Bemaßung vom Längenmaß 30 ist der Bezugspunkt eindeutig auf Schneide D2 gelegt.
Nachdem wir uns ausführlich mit den Stechdrehmeißeln und ihren Besonderheiten beschäftigt haben, treffen wir folgende Werkzeugauswahl:
Einstechstahl T=”Stecker_2.0″; Schneidenlage 4; Schneidenbreite 2 mm; HM-beschichtet

Abb. 5.7: Bezugspunkt
Damit Sie die Auswahl nachvollziehen können, gehen Sie folgendermaßen vor: Starten Sie SinuTrain in gewohnter Weise. Wenn das System hochgelaufen ist,
wechseln Sie mit der Menu select-Taste ins Grundmenü. Wählen Sie nacheinander die Softkey Parameter und Werkzeugkorrektur an. Mit dem Softkey T-Nr+ können Sie die einzelnen Werkzeuge durchblättern. Blättern Sie durch bis T3. Hier ist ein Einstechdrehmeißel hinterlegt. Sie können die Daten und die Schneidenlage ablesen. Die Schneidenlage bei unserem Beispiel ist, wie vorher beschrieben, 4. Wie Ihnen wohl schon aufgefallen ist, ist bei diesem Werkzeug, bei dem Sie sich im Moment befinden, die Schneidenlage mit 3 angegeben. Mit dem Softkey D-Nr+ können Sie die einzeln vermessenen Schneiden durchblättern. Wenn Sie die Schneide D2 anwählen, werden sie feststellen, dass hier die gewünschte Schneidenlage vorliegt.
Die Nullpunktverschiebung (NPV) legen wir für die Simulation in SinuTrain folgendermaßen fest:
- XA = 58
- ZA = 1
- ZI = -76
- ZB = -55
Übertragen Sie nun die besprochenen Werkzeuge, die Spannskizze in das Einrichteblatt.
Einen Lösungsvorschlag für das komplett ausgefüllte Einrichteblatt können Sie sich hier herunterladen.
Download Einrichteblatt Übung 13


Abb. 5.8: Konturelement: Dreieck
Setzen wir die Arbeitsplanung mit der Planung der Arbeitsschritte fort.
Pos-Nr. 1: Als ersten Schritt wählen wir die Analyse und Auswertung der Zeichnung mit Berechnung fehlender Maße zum Bearbeiten der Kontur. Diesem Schritt kommt, wie bereits erwähnt, bei dieser Übung eine elementare Bedeutung zu. Betrachten wir an dieser Stelle noch einmal das Konturelement 3. Wir hatten ja bereits besprochen, dass hier zum Anfertigen der Kontur das Z-Maß fehlt.
Das dritte unbekannte Konturelement ist eine Schräge, die mit 20° angegeben ist. Schauen wir uns dazu das Konturelement etwas genauer an:
Bei genauerer Betrachtung des Konturelements stellen wir fest, dass die Bemaßung in der Z-Achse fehlt. Wie gehen wir vor, um eine fehlende Größe zu bestimmen. Vorgegebenes Dreieck ist die Grundlage zur Berechnung dieses fehlenden Wertes in der Z-Achse. Übrigens, Dreieckberechnungen in der Technik allgemein sind ein wertvolles Mittel, die wir kennen und mit etwas Übung beherrschen müssen.
Wie wir nun festgestellt haben, liegt hier ein rechtwinkliges Dreieck vor, in dem der Winkel von 20° und eine Seite, die dem Winkel anliegende Seite, mit 11.5 mm gegeben sind. Gesucht ist die dem Winkel gegenüberliegende Seite. Wie Sie sicher schon gemerkt haben, liegt hier ein klassischer Fall von einer Dreieckberechnung mit Winkelfunktionen vor. Den Radius am Ende der Kontur werden wir später mit der Funktion RND berücksichtigen. Lassen Sie uns dieses Maß gemeinsam berechnen. Zeichnen wir uns dieses Dreieck einmal heraus und benennen die gegebenen Elemente:
Gegeben ist uns der Winkel mit 20°. Diesen Winkel benennen wir α. Weiterhin ist uns die dem winkelanliegende Seite, also die Ankathete (AK), gegeben.
Diese beträgt:
Ø 58 mm – Ø 25 mm = Ø 23 mm. Da sich unser Dreieck aber auf den Radius bezieht, müssen wir diesen Wert halbieren.
Also Ø 23 mm: 2 = 11.5 mm.
Gesucht wird die gegenüberliegende Seite des Winkels α, also die Gegenkathete (GK).

Abb. 5.9: Dreiecksberechnung
Wenn wir nun die Übersicht der Winkelfunktionen mit einbeziehen, können wir uns die für uns gültige Formel leicht heraussuchen:

Abb. 5.10: Winkelfunktionen

Die einzige Formel, in der alle von uns benannten Elemente vorkommen, ist die Winkelfunktion Tangens α (tan α). Wie Sie feststellen, müssen wir die Formel noch nach unserem gesuchten Element umstellen, also nach der Gegenkathete von α.
Unsere Formel sieht dann folgendermaßen aus:
Gegenkathete von α = tanα x Ankathete von α Kurzform: Gk = tanα x Ak
Mit unseren Werten ausgefüllt bedeutet dies:
- Gk = tan20° x 11.5 mm
- Gk= 4.186 mm
Um nun den Gesamtwert der Koordinate in der Z-Achse zu erhalten, müssen wir diesen Wert zu dem letzten bekannten Wert der Z-Achse addieren. Dies bedeutet für uns also:
Z = -43 mm + 4.186 mm = -47.186 mm. Übertragen wir dieses berechnete Maß in unseren Arbeitsplan.
Nach diesem wichtigen und notwendigen Exkurs in die Welt der Dreiecksberechnungen wollen wir nun aber die Arbeitsplanung fortsetzen.
Pos-Nr. 2: Der zweite Arbeitsschritt ist die Qualitätskontrolle mit der Maßnahme Rohteilmaße prüfen.
Pos-Nr. 3: Dieser Arbeitsschritt ist uns wieder bekannt. Wir spannen das Werkstück gemäß Einrichteblatt.
Pos-Nr. 4: Nun führen wir das Plandrehen auf Maß 76 mm durch. Wählen Sie das Werkzeug sowie die Schnittdaten für den Gusswerkstoff selbstständig aus bekannter Tabelle aus.
Pos-Nr. 5: Hier führen wir die Vorbearbeitung der Kontur durch. Das Vorschruppen der Kontur erfolgt mit dem Abspanzyklus. Der Aufruf bzw. die Aktivierung der Fertigkontur erfolgt über den Konturaufruf mit dem Unterprogramm FKA_UE13. Die Technologiedaten und das Werkzeug wählen Sie bitte selbstständig aus.
Pos-Nr. 6: Hier führen wir die Fertigbearbeitung der Kontur durch. Fertigkontur wird in einem Unterprogramm programmiert. Die Bezeichnung des Unterprogrammes lautet: FKA_UE13. Auch hier wählen Sie die Technologiedaten und das Werkzeug bitte selbstständig aus.
Pos-Nr. 7: Bei diesem Arbeitsschritt fertigen wir den Gewindefreistich an. Für das Anfertigen des Gewindefreistichs ist eine genauere Betrachtung diese Konturelementes notwendig.
Gewindefreistiche sind nach DIN 76 in verschiede Formen unterteilt. Diese Formen sind:
- Form A: Gewindefreistich für Außenkontur, lange Ausführung
- Form B: Gewindefreistich für Außenkontur, kurze Ausführung
- Form C: Gewindefreistich für Innenkontur, lange Ausführung
- Form D: Gewindefreistich für Innenkontur, kurze Ausführung

Tab. 9.2: Maße für Gewindeauslauf
Gehen Sie beim Vergleichen der Abmaße folgendermaßen vor:
Suchen Sie in der zweiten Spalte die Steigung unseres Gewindes heraus (in unserem Fall 1.5 mm). Als Nächstes suchen Sie die Gesamtlänge (lang) G2 max des Freistiches mit 5.2 mm heraus. Einzig der Radius mit 0.8 mm entspricht nicht den DIN-Vorgaben.
Dieser Radius hat aber für unser Werkstück keine Bedeutung.
Diesen Freistich programmieren wir mit CYCLE940. Das Werkzeug und die Technologiedaten bleiben die gleichen wie bei Pos-Nr. 6. Übertragen Sie das in den Arbeitsplan.
Pos-Nr. 8: Nun fertigen wir den Einstich an. Hierzu verwenden wir das Werkzeug T=”Stecker_2.0″. Als Technologiewerte für diesen Arbeitsgang verwenden wir: G96 S180 F0.1
Pos-Nr. 9: Nachdem wir nun alle Konturelemente fertiggestellt haben, führen wir im letzten Arbeitsgang die Qualitätskontrolle durch und kontrollieren alle Maße nach Zeichnung.
Da die Arbeitsplanung fertiggestellt ist, lassen Sie uns an dieser Stelle mit der Programmerstellung beginnen. Als Erstes werden wir die Fertigkontur im Unterprogramm FKA_UE13 erstellen. Diese Fertigkontur wird ohne den Gewindefreistich und ohne den Einstich programmiert. Anschließend erstellen wir das Hauptprogramm Übung_13. Starten Sie nun SinuTrain und legen Sie im Programmmanager im Ordner „Werkstücke“ einen Werkstückordner mit dem Namen Übung_13 an. In diesem Werkstückordner legen Sie ein Hauptprogramm mit gleichem Namen an. Anschließend legen Sie ein Unterprogramm mit dem Namen FAK_UE13 an und starten für dieses Unterprogramm den Editor.
Der erste Satz des Unterprogrammes ist ein Kommentar mit dem Namen und Inhalt des Unterprogrammes.
N10; Fertigkontur außen Übung_13
In den nächsten beiden Sätzen positionieren wir das Werkzeug und fertigen die Fase an. Wir verfahren vom Werkzeugwechselpunkt im Eilgang auf die Position, von der aus wir im folgenden Satz die Fase anfertigen können. Anschließend verfahren wir in geradliniger Vorschubbewegung auf den ersten Konturpunkt. Diese beiden Sätze lauten dann:
N20 G0 X8 Z1
N30 G1 X16 Z-3
Da wir die Fertigkontur ohne Gewindefreistich anfertigen, verfahren wir im folgenden Satz auf Z-25.
N40 G1 Z-25
Nun folgt die erste Anwendung der RND-Funktion. Die RND-Funktion bietet, wie bereits angesprochen, den tangentialen Anschluss bzw. den tangentialen Übergang zwischen Linear- oder Kreiskonturen. Programmiert wird diese Funktion folgendermaßen. Wir geben die Zielkoordinate der folgenden Koordinate an und fügen zusätzlich in diesem Satz den Befehl RND= mit dem Wert der Verrundung an. Übertragen auf unser Beispiel heißt dann unser nächster Satz:
N50 G1 X35 RND=2
Zu beachten gilt, dass nach dem Befehl RND eine weitere linear- bzw. kreisförmige Bewegung im Vorschub stattfinden muss. Eine Eilgangbewegung ist nicht erlaubt.
Im folgenden Satz verfahren wir in Z auf -43 mm und fügen gleich die Rundung von 1 mm an. Auch hier wenden wir die RND-Funktion an. Der Satz lautet demnach:
N60 G1 Z-43 RND=1
Nun kommt unsere Berechnung aus der Arbeitsplanung zur Anwendung. Wir verfahren in X-Richtung auf 58 mm und Z-Richtung auf unsere berechnete Koordinate Z-47.186 mm. Wir fügen auch hier gleich die Rundung von 2 mm an. Wir programmieren:
N70 G1 X58 Z-47.186 RND=2
Wie ich vorher schon angemerkt habe, muss nach einem RND-Befehl im nächsten Satz eine geradlinige oder kreisförmige Bewegung folgen. Wir verfahren in Z um mehr als die Größe des gefertigten Radius.
N80 G1 Z-50
Nun positionieren wir wieder auf den Sicherheitsabstand.
N90 G1 X60
Im letzten Satz beenden wir das Unterprogramm.
N100 M17
Fassen wir zusammen. Unser Unterprogramm FKA_UE13 lautet somit:
N10; Fertigkontur außen Übung_13
N20 G0 X8 Z1
N30 G1 X16 Z-3
N40 G1 Z-25
N50 G1 X35 RND=2
N60 G1 Z-43 RND=1
N70 G1 X58 Z-47.186 RND=2
N80 G1 Z-50
N90 G1 X60
N100 M17
Lassen Sie uns nun mit dem Hauptprogramm fortfahren und jeden einzelnen, in der Arbeitsplanung beschriebenen Punkt abarbeiten.
Als Erstes erstellen wir den Programmkopf. Bis zum Werkzeugwechsel ist das bereits Routine. Folgenden Programmkopf programmieren wir für Übung_13:
N10 WORKPIECE(,,,”CYLINDER”,192,1,-76,-55,58)
N20; Übung_13
N30; 041109 Christiani Team
N40 WWP
N50 G54 G90 G26 S3000
Anschließend programmieren wir, wie im Arbeitsplan beschrieben, das Plandrehen. Wie gewohnt strukturieren wir unser CNC-Programm mit entsprechenden Kommentaren, die den Inhalt des Arbeitsplanes widerspiegeln. Bei der Technologiezeile ist bei der Bearbeitung von Gusswerkstoffen zu beachten, dass kein Kühlschmiermittel zur Bearbeitung notwendig ist. Gusswerkstoffe werden aufgrund ihrer Materialeigenschaften trocken bearbeitet.
N60; Plandrehen auf Länge 76 mm
N70 T=”A_SCHRUPP_80_0.8″
N80 M6
N90 G96 S220 F0.2 M4
N100 G0 X60 Z0
N110 G1 X-1.6
N120 G1 Z2
N130 G0 X60
Nachdem wir das Plandrehen durchgeführt haben und auf unseren Konturanfang positioniert haben, programmieren wir nun die Technologiewerte aus dem Arbeitsplan. Anschließend aktivieren wir unsere Fertigkontur über den Konturaufruf. Nun programmieren wir den Abspanzyklus mit folgenden Parametern:

Abb. 5.11: Parameter Abspanzyklus
Die programmierten Sätze in unserem CNC-Programm sind folgende:
N140; Vordrehen der Kontur
N150 G96 S180 F0.4
N160 CYCLE62(“FKA_UE13”,0,,)
N170 CYCLE952(“FKA_UE_13_1″,,””,2101311,0.4,0.2,0,3,0.1,0.1,0.5,1,0.1,0,1,1,1,,,,,2,2,,,0,1,,0,12,100010,1,0)
Die Programmierung für die Vorbearbeitung der Kontur ist somit abgeschlossen. Als Nächstes fahren wir auf den Werkzeugwechselpunkt und wechseln das Schlichtwerkzeug ein. Natürlich passen wir auch gleich unsere Technologiewerte für die Schlichtbearbeitung laut Arbeitsplan an.
N180 WWP
N190 T=”A_SCHLICHT_35_0.3″
N200 M6
N210; Schlichten der Kontur
N220 G96 S230 F0.1 M4
Haben wir das alles programmiert, führen wir nun die Fertigbearbeitung der Kontur durch. Die Fertigbearbeitung der Kontur erfolgt mit unserem bereits programmierten Unterprogramm, das wir nun aufrufen müssen. Vorher müssen wir aber die Schneidenradiuskompensation aktivieren. Wir befinden uns in Bearbeitungsrichtung links der Kontur, deshalb programmieren wir, wie gelernt, G42.
N230 G42
N240 FKA_UE13
Die Bearbeitung der Fertigkontur ist nun abgeschlossen, deshalb deaktivieren wir die Schneidenradiuskompensation. Zur besseren Übersicht programmieren wir nun den Arbeitsschritt aus dem Arbeitsplan für die Anfertigung des Gewindefreistiches in einer Kommentarzeile. Da das Werkzeug für die Anfertigung des Gewindefreistiches das gleiche bleibt, müssen wir auch die Technologiedaten nicht ändern. Den Gewindefreistich fertigen wir, wie in der Arbeitsplanung besprochen, mit CYCLE940 an. Damit CYCLE940 das Konturelement sicher anfahren kann, wählen wir eine günstige Anfahrposition. Wir fahren auf X40 Z-15. Wir stehen also in gebührenden Abstand von der Fertigkontur entfernt. Diese Position ist von mir individuell ausgewählt. Andere Programmierer wählen evtl. eine Position aus, die näher an der Fertigkontur liegt. Bei mir herrscht der Sicherheitsgedanke vor. Wir programmieren anschließend CYCLE940 mit folgenden Parametern:

Abb. 5.12: Parameter CYCLE940 Gewindefreistück DIN 76 Form A
Folgende Programmsätze wurden nun programmiert bzw. ergänzt:
N250 G40
N260; Anfertigen Gewindefreistich DIN 76 Form A
N270 G0 X40 Z-15
N280 CYCLE940(16,-25,”A”,1,1,0.1,13,,,,,30,20,2.5,0.1,0.1,0.1,13,,,2,1000)
Nachdem wir nun den Gewindefreistich angefertigt haben, widmen wir uns jetzt dem noch fehlenden Einstich. Dazu fahren wir zunächst den Werkzeugwechselpunkt an und wechseln gemäß Arbeitsplan den Einstechdrehmeißel mit der zweiten vermessenen Schneide ein. Anschließend definieren wir noch die Technologiezeile mit den Werten, die wir bei der Arbeitsplanung aus den entsprechenden Tabellen ermittelt haben. Es folgt die Programmierung des Einstiches mit CYCLE930. Eine Vorpositionierung ist nicht nötig, da dies der Einstichzyklus selbst berechnet und ausführt. Die Parameter des Einstichzyklus CYCLE930 programmieren wir wie folgt:

Abb. 5.13: Programmierung CYCLE930
Nachdem wir die entsprechenden Sätze programmiert haben, wird unser CNCProgramm wie folgt ergänzt:
N290 WWP
N300T=”STECHER_2.0″
N310 M6
N320 G96 S180 F0.1 M4
N330 CYCLE930 (35,-30,6,6,25,,0,0,0,1,0,0,1,0.2,0,1,10530,,1,30,0.1,1,0.2,0.2,2,1111100)
Nachdem wir nun alle Konturelemente laut Arbeitsplan programmiert haben, bleibt uns nur noch, das Programm auf dem Werkzeugwechsel zu beenden.
N340 WWP
N350 M30
Fassen wir an dieser Stelle das Hauptprogramm Übung_13 zusammen:
N10 WORKPIECE(,,,”CYLINDER”,192,1,-76,-55,58)
N20; Übung_13
N30; 041109 Christiani Team
N40 WWP
N50 G54 G90 G26 S3000
N60; Plandrehen auf Länge 76 mm
N70 T=”A_SCHRUPP_80_0.8″
N80 M6
N90 G96 S220 F0.2 M4
N100 G0 X60 Z0
N110 G1 X-1.6
N120 G1 Z2
N130 G0 X60
N140; Vordrehen der Kontur
N150 G96 S180 F0.4
N160 CYCLE62(“FKA_UE13”,0,,)
N170 CYCLE952(“FKA_UE_13_1″,,””,2101311,0.4,0.2,0,3,0.1,0.1,0.5,1,0.1,0,1,1,1,,,,,2,2,,,0,1,,0,12,100010,1,0)
N180 WWP
N190 T=”A_SCHLICHT_35_0.3″
N200 M6
N210; Schlichten der Kontur
N220 G96 S230 F0.1 M4
N230 G42
N240 FKA_UE13
N250 G40
N260; Anfertigen Gewindefreistich DIN 76 Form A
N270 G0 X40 Z-15
N280 CYCLE940(16,-25,”A”,1,1,0.1,13,,,,,30,20,2.5,0.1,0.1,0.1,13,,,2,1000)
N290 WWP
N300T=”STECHER_2.0″
N310 M6
N320 G96 S180 F0.1 M4
N330 CYCLE93 (35,-30,6,6,25,,0,0,0,1,0,0,1,0.2,0,1,10530,,1,30,0.1,1,0.2,0.2,2,1111100)
N340 WWP
N350 M30
Lösungen Übung 13
Zur Kontrolle können Sie sich hier das ausgefüllte Einrichteblatt und den Arbeitsplan herunterladen.
Download Arbeitsplan Übung 13
Download Einrichteblatt Übung 13
Hier können Sie sich das Unterprogramm und das Hauptprogramm zu Aufgabe 13 herunterladen.
Download Lösung Hauptprogramm Übung 13
Download Lösung Hauptprogramm Übung 13
Simulieren Sie nun dieses Programm und beurteilen Sie es auf etwaige Fehler. Ist Ihnen ein Fehler bei der Simulation aufgefallen? Nein? Prima.
Sie merken, umso weiter wir im Fernlehrgang voranschreiten, desto komplexer werden die Drehteile, die wir programmieren. Ein schöner Erfolg, dass Sie das bewältigen können.
Zusammenfassung
Es wird zwischen verschiedenen Arten von Frei- und Einstichen unterschieden.
Es gibt herkömmliche Einstiche, die mit CYCLE930 hergestellt werden.
Es gibt Freistiche nach DIN 509 Form E und Form F. Diese Freistiche werden mit CYCLE940 hergestellt.
Gewindefreistiche nach DIN 76 Form A, B, C, D werden ebenfalls mit CYCLE940 programmiert.