Zentrieren, Bohren, Gewindeschneiden mit Siemens Sinumerik – Teil 5
Polarkoordinaten
Diese Art der Bestimmung von Koordinaten nennt man Polarkoordinaten.
Lassen Sie uns nun das eben Gelernte gleich in unserer Übungsaufgabe anwenden. Betrachten wir als Erstes die Bemaßung der Bohrung 4.
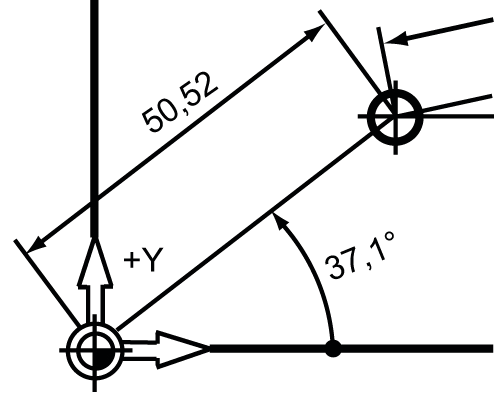
Abb. 3.20: Bemaßung Bohrung 4
Wie Sie im Vortrag gelernt haben, bestehen Polarkoordinaten immer aus Polpunkt, Polarradius und Polarwinkel. Als Erstes bestimmen wir den Polpunkt. Wie Sie nun wissen, haben wir bei der Siemens-Steuerung drei Möglichkeiten den Polpunkt zu bestimmen. Dies geschieht über die G-Funktionen G110 (Polangabe bezogen auf die zuletzt angefahrene Position) oder G111 (Polangabe in absoluter Maßangabe im Koordinatensystem) oder G112 (Polangabe bezogen auf die zuletzt angefahrene Position in inkrementaler Form).
Auf unsere Übungsaufgabe bezogen, bietet sich folgende Lösung an. Da der Polpunkt (Ursprungspunkt) der Koordinate direkt auf dem Werkstücknullpunkt liegt, geben wir den Polpunkt mit der G-Funktion G111 an. Die Koordinaten für die Polangabe, die wir hier in absoluter Maßangabe angeben müssen, liegen in der X-Achse und Y-Achse bei 0 mm. Wir programmieren somit für die Polangabe:
N30 G111 X0 Y0
Nachdem nun der Polpunkt festgelegt ist, programmieren wir im folgenden Satz die Koordinate. Die Position fahren wir in gewohnter Weise im Eilgang, als mit G0, an. Wir vervollständigen den Satz mit den Angaben des Polarwinkels und des Polarradius. Der Polarwinkel AP beträgt 37.1° und der Polarradius RP beträgt 50.52 mm. Wir programmieren also:
N40 G0 AP=37.1 RP=50.52
Somit ist die Programmierung der Koordinate für Bohrung 4 abgeschlossen. Betrachten wir nun Bohrung 5.
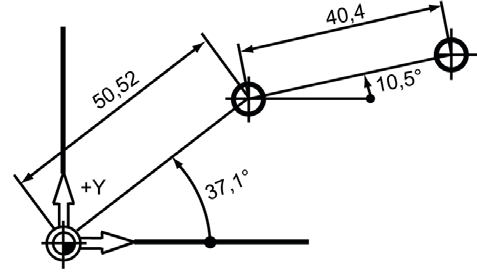
Abb. 3.21: Bemaßung Bohrung 5
Betrachten wir wieder als Erstes die Lage des Polpunktes unserer Koordinate. Dieser Ursprungspunkt liegt genau auf dem Mittelpunkt der zuletzt angefertigten Bohrung, dies bedeutet, dass wir den Polpunkt bezogen auf die zuletzt angefahrene Position angeben. Diese Maßangabe erfolgt also in inkrementaler Form.
Da der Ursprungspunkt, wie bereits beschrieben, direkt auf dem Mittelpunkt der zuletzt angefertigten Bohrung liegt, programmieren wir in der X-Achse und Y-Achse jeweils den Wert 0. N50 lautet also:
N50 G110 X0 Y0
Nachdem der Polpunkt wieder bestimmt ist, können wir nun die Koordinate bestimmen. Dies erfolgt wieder mit G0 und den Angaben des Polarwinkels AP von 10.5° und der Polarradius RP von 40.4 mm. Anschließend beenden wir dieses Programm mit M17.
N60 G0 AP=10.5 RP=40.4
N70 M17
Fassen wir auch hier das gesamte Programm zur besseren Übersicht noch einmal zusammen:
N10 ; Bohrungen 3 bis 5 Ø 6 mm BOHRBILD_3
N20 G0 X15 Y80
N30 G111 X0 Y0
N40 G0 AP=37.1 RP=50.52
N50 G110 X0 Y0
N60 G0 AP=10.5 RP=40.4
N70 M17
Programmieren wir nun die Koordinaten des letzen Bohrbildes, Bohrbild 4 mit den Bohrungen 10 bis 15. Legen Sie hierfür ein Unterprogramm mit dem Namen BOHRBILD_4 im Werkstückordner UEBUNG_19 an. Bevor wir hier mit dem Programmieren der Koordinaten beginnen, analysieren wir dieses Bohrbild noch einmal, denn auch hier liegt eine Besonderheit vor, die wir so noch nicht programmiert haben. Wie schon eingangs dieses Kapitels beschrieben, handelt es sich bei solch einer Anordnung der Bohrungen um einen Lochkreis. Solch einen Lochkreis zu programmieren, wäre mit den bis jetzt erlangten Kenntnissen zwar möglich, aber es wäre mit Rechenaufwand und somit mit erhöhtem Zeitaufwand verbunden. Die Siemens 840D bietet für solche Lochkreise eine komfortable Möglichkeit, diese einfach und zeitsparend zu programmieren
Programmierung von Lochkreisen
Wenden wir das Gelernte nun in unserer Übungsaufgabe an. Beginnen wir aber zunächst wieder mit dem ersten Satz. Der erste Satz enthält, wie gewohnt, den Namen und Inhalt des Unterprogramms.
N10 ; Bohrungen 10 bis 15 Lochkreis BOHRBILD_4
Nun fahren wir mit dem Parametrieren des Lochkreises fort. Analysieren wir zunächst unsere technische Zeichnung und bestimmen zusammen die Parameter die wir benötigen.
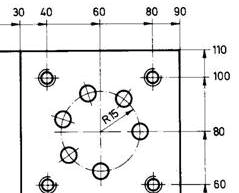
Abb. 3.22: Bemaßung Lochkreise
Den Namen (LAB) des Lochkreises haben wir bereits bestimmt, es heißt BOHRBILD_4. Die Bearbeitungsebene (PL) für diesen Lochkreis ist G17. Da wir keinen Vollkreis programmieren, wählen wir bei der Auswahlmöglichkeit einen Teilkreis aus. Der Mittelpunkt des Lochkreises liegt auf der Abszisse, also in der X-Achse, bei 60 mm. Wir programmieren also für den Parameter X0 60. Der Mittelpunkt auf der Ordinate, der Y-Achse, liegt bei 80 mm. Wir programmieren für den Parameter Y0 also 80. Die erste Bohrung, die angefertigt wird, liegt bei 0°, deshalb programmieren wir für den Winkel α0 = 0. Der Fortschaltwinkel α1 unseres Lochkreises beträgt 45°. Der Radius des Lochkreises R ist 15 und die Anzahl der Bohrungen N beträgt 6. Somit haben wir alle Parameter für Bohrbild 4 festgelegt.
Geben Sie diese Parameter wie folgt in die Eingabemaske ein:

Abb. 3.23: Eingabemaske Lochkreis BOHRBILD_4
Zum Schluss beenden wir unser Programm wie üblich mit dem Befehl M17.
Fassen wir noch einmal alles zusammen:
N10 ; Bohrungen 10 bis 15 Lochkreis BOHRBILD_4
N20 BOHRBILD_4: HOLES2(60,80,15,0,45,6,2000,0,,,1)
N30 M17
Hier noch einmal der Hinweis, dass der Programmsatz von N20 von der Steuerung automatisch erstellt wird. Bei der Programmierung mit Anwendung der verschiedenen Herstellerzyklen kann es durchaus zu einer anderen Nummerierung kommen, als durch mich vorgegeben. Dies liegt daran, dass der Editor bei der Erstellung der Programmzeilen, nach Eingabe der Parameter im Hintergrund Zeilen beschreibt, die für den Programmierer nicht sichtbar sind. Der Programmierer hat auch keine Zugriffsberechtigung auf diese Zeilen. Ein Löschen dieser Zeilen ist zwar möglich, ich rate davon aber ab, da in einzelnen Fällen eine Rückübersetzung der Zyklen nicht möglich ist.
Nachdem wir jetzt alle Bohrungskoordinaten programmiert haben, können wir das eigentliche Hauptprogramm programmieren. Legen Sie dazu im Werkstückordner Uebung_19 das gleichnamige Hauptprogramm an. Wir beginnen mit dem uns bestens bekannten Standardprogrammkopf, indem wir das Rohteil definieren sowie die Bezeichnung des Werkstückes, den Namen des Programmierers, das Datum der Programmerstellung, die Anwahl der Bearbeitungsebene, die Anwahl des Bahnsteuerbetriebes, die Anwahl der Vorschubeinheit m/min, das Freifahren sowie das erste Anfahren des Werkzeugwechselpunktes realisieren.
N10 WORKPIECE(,,,”BOX”,112,10,-20,-80,0,0,90,110)
N20 ; Uebung_19
N30 ; 05012013 Christiani Team
N40 G17 G54 G64 G90 G94
N50 G0 Z200
N60 WWP
Der nächste Programmsatz beinhaltet die Bezeichnung des Arbeitschrittes als Kommentar. Anschließend wechseln wir laut Arbeitsplan den Eckfräser für die Vorbearbeitung ein. Dies ist der Eckfräser mit der Bezeichnung ECKFR_80_V. Der Werkzeugwechselvorgang wird durchgeführt mit der M-Funktion M6. Somit programmieren wir für den Werkzeugwechsel:
N70 ; Vorbearb. der Außenkontur Aufmaß in allen Achsen 2 mm mit Eckfräser 80 mm
N80 T=“ECKFR_80_V“
N90 M6
Nachdem wir nun das Werkzeug eingewechselt haben, legen wir im nächsten Satz die Technologiewerte fest. Diese Technologiewerte sind die G-Funktion G97 für die konstante Drehzahl und den dazugehörigen Drehzahlwert, den wir zusammen für die Vorbearbeitung berechnet haben sowie die Spindeldrehzahl S, der Vorschub F sowie die Drehrichtung des Werkzeuges. Diese Werte haben wir bei der Arbeitsplanung bereits berechnet. Natürlich schalten wir bei der Bearbeitung von Stahl auch das Kühlwasser mit M8 ein. Wir programmieren:
N100 G97 S796 F860 M3 M8
Beim Positioniervorgang haben wir mittlerweile schon einige Erfahrungen gesammelt. Wir positionieren das Werkzeug gemäß Analyse in ausreichendem Abstand außerhalb des Werkstückes und fahren anschließend in der X-Achse auf die geforderte Position. Detailliert bedeutet dies, dass wir in der Y-Achse unser Werkstück- maß zuzüglich des Werkzeugradius und einen Sicherheitsabstand berücksichtigen. In der Y-Achse positionieren wir somit auf 150 mm. In der X-Achse positionieren wir das Werkzeug nach der selben Vorgehensweise auf X-20. Im nächsten Satz positionieren wir das Werkzeug in der Z-Achse auf das geforderte Maß, in dem das Auf- maß inbegriffen ist. Besondere Beachtung gilt hier dem Werkstücknullpunkt. Der Werkstücknullpunkt befindet sich bei dieser Übung nicht auf der Werkstückoberfläche, sondern 10 mm tiefer im Werkstück. Das Fertigmaß läge somit bei Z0. Wenn wir nun das geforderte Aufmaß berücksichtigen, müssen wir das Werkzeug auf Z2 positionieren. Diese Positioniervorgänge erfolgen natürlich im Eilgang mit G0.
N110 G0 X-20 Y150
N120 G0 Z2
Im folgenden Satz programmieren wir das geforderte Aufmaß von 2 mm mit dem Befehl OFFN=2:
N130 OFFN=2
Nun folgt das Programmieren der Anfangssprungmarke (Anfangslabel), welche wir für die Programmteilwiederholung zur Fertigbearbeitung benötigen. Wir benennen die Sprungmarken nach gleicher Logik wie in den Übungsaufgaben zuvor. Wir benennen diese Anfangssprungmarke mit ANF_FKA_UE19:. Im Anschluss an die Sprungmarke aktivieren wir die Werkzeugradiuskorrektur. Da sich das Werkzeug in Vorschubrichtung rechts der Kontur befindet, aktivieren wir die Werkzeugradiuskorrektur mit G42.
N140 ANF_FKA_UE19: G42
Nun beginnen wir mit der eigentlichen Programmierung der Kontur. Laut unserer Analyse des Bearbeitungsablaufes, die wir zu Beginn dieses Kapitels durchgeführt haben, fahren wir nun auf P2, den eigentlich ersten Punkt an der Kontur mit Geradeninterpolation im Vorschub, an. Dieser Punkt liegt in der X-Achse bei 30 mm. Anschließend fahren wir ebenfalls mit Geradeninterpolation auf P3, der in der X-Achse ebenfalls auf 30 mm und in der Y-Achse bei 50 mm liegt. Wir programmieren:
N150 G1 X30
N160 G1 Y50
Als letzten Konturpunkt fahren wir auf P4 unseres Bearbeitungsablaufes. Dieser Punkt muss soweit außerhalb der Kontur gewählt werden, dass an dieser Stelle ohne Bedenken die Werkzeugradiuskorrektur ausgeschaltet werden kann. Wir fahren unter Vorschubbedingung auf X150.
N170 G1 X150
Da die Kontur fertig bearbeitet ist, deaktivieren wir an dieser Stelle die Werkzeugradiuskorrektur mit G40. Auch dieser Programmsatz findet noch Anwendung in der Programmteilwiederholung, deshalb wird dieser Satz mit der Endsprungmarke (Endlabel) versehen. Wir benennen diese Endsprungmarke mit ENDE_FKA_UE19. Wir programmieren:
N180 ENDE_FKA_UE19: G40
Jetzt fahren wir den Werkzeugwechselpunkt an. Der nächste Programmsatz ist ein Kommentar mit Beschreibung des nächsten Arbeitsganges. Anschließend wechseln wir das Werkzeug für die Fertigbearbeitung, den Eckfräser mit der Bezeichnung ECKFR_80_F, ein und initialisieren den Werkzeugwechsel mit M6. Wir programmieren somit:
N190 WWP
N200 ; Fertigbearbeitung der Außenkontur mit Eckfräser 80 mm
N210 T=“ECKFR_80_F“
N220 M6
Nun folgt die Technologiezeile. Wir programmieren wiederum die konstante Drehzahl mit G97 sowie die Spindeldrehzahl S, den Vorschub F sowie die Drehrichtung des Werkzeuges. Auch hier verwenden wir zur Bearbeitung das Kühlwasser.
N230 G97 S1075 F645 M3 M8
Im Anschluss an die Technologiezeile erfolgt das Positionieren. Die Positioniervorgänge der X-Achse und der Y-Achse bleiben dieselben, wie bei der Vorbearbeitung. Bei der Positionierung der Z-Achse fahren wir nun auf das Fertigmaß, welches bei Z0 liegt. Anschließend programmieren wir noch das Aufmaß auf 0 mm.
N240 G0 X-20 Y150
N250 G0 Z0
N260 OFFN=0
Jetzt führen wir die eigentliche Fertigbearbeitung der Kontur durch. Dies realisieren wir durch die Programmteilwiederholung. Diese Programmteilwiederholung wird mit dem Befehl REPEAT und den entsprechenden Sprungmarken (Labels) programmiert.
N270 REPEAT ANF_FKA_UE19 ENDE_FKA_UE19
Nach Beendigung der Fertigbearbeitung der Kontur fahren wir nun den Werkzeug- wechselpunkt an, um das Werkzeug für die nächste Bearbeitung einzuwechseln. Zuvor benennen wir in einer Kommentarzeile den nächsten Arbeitsschritt. Da wir mit dem folgenden Werkzeug alle Bohrungen vorzentrieren, können wir diese Kommentarzeile etwas allgemeiner halten als sonst üblich. Wir programmieren:
N280 WWP
N290 ; Anfertigen aller Zentrierbohrungen mit NC-Anbohrer
Nun rufen wir das erforderliche Werkzeug zum Zentrieren auf. Für das Zentrieren haben wir in der Arbeitsplanung den NC-Anbohrer mit Ø 12 mm geplant. Den Werkzeugwechsel initialisieren wir mit M6.
N300 T=“ANBOHRER_12“
N310 M6
Nach dem Werkzeugwechsel folgt die Technologiezeile. Im Gegensatz zu den vorherigen Technologiezeilen beginnen wir hier nicht mit der G-Funktion für die konstante Drehzahl, sondern wir programmieren den Genauhalt mit der G-Funktion G60. Bei Bohrbearbeitungen benötigen wir keinen Bahnsteuerbetrieb, sondern wir müssen die Koordinaten der Zentrierungen bzw. Bohrungen so genau wie möglich anfahren und genau dies bewirkt die Funktion Genauhalt. Danach folgt auch bei den Bohrbearbeitungen die Programmierung der konstanten Drehzahl mit G97. Die Spindeldrehzahl S und den Vorschub F sowie die Drehrichtung der Spindel übernehmen wir aus dem Arbeitsplan. Auch hier benötigen wir das Kühlschmiermittel. Wir programmieren:
N320 G60 G97 S3858 F580 M3 M8